
Бобышка 2205
Вот смотришь на спецификацию — Бобышка 2205, дуплекс. Кажется, всё просто: взял заготовку, выточил, поставил. Но именно на таких, казалось бы, простых вещах и горят проекты. Многие думают, что главное — это соответствие материала, а всё остальное — мелочи. Опыт подсказывает, что основные проблемы начинаются как раз с этих ?мелочей?: состояние поставки металла, термообработка, и, что критично, — качество изготовления самой бобышки. Особенно для ответственных узлов.
Не просто ?дуплекс?: нюансы материала и поставки
Когда заказываешь 2205, нельзя просто указать марку. Нужно оговаривать состояние: горячекатаный лист, кованый пруток? От этого зависит внутренняя структура. Помню случай, взяли пруток 2205 у случайного поставщика, вроде сертификаты были. А при механической обработке пошла повышенная усадка, чуть ли не коробление. Оказалось, проблемы с гомогенизацией слитка на входе. Металл вроде правильный, а поведение — нет.
Здесь как раз важен подход компаний, которые работают с материалом от производства до готовой детали. Если взять, к примеру, JN Special Alloy Technology Co., Ltd. (их сайт — https://www.jnalloy.ru), то они позиционируются как производитель из плиты, трубы, прутка. Это ключевой момент. Когда один источник контролирует и материал, и его первичную переработку в полуфабрикат, рисков меньше. Они же поставляют дуплекс, никелевые сплавы, Inconel. Но для бобышки 2205 важно, чтобы они поставляли не просто сплав, а именно подготовленную заготовку — кованый пруток или отрезанную от плиты болванку с гарантированной ультразвуковой дефектоскопией.
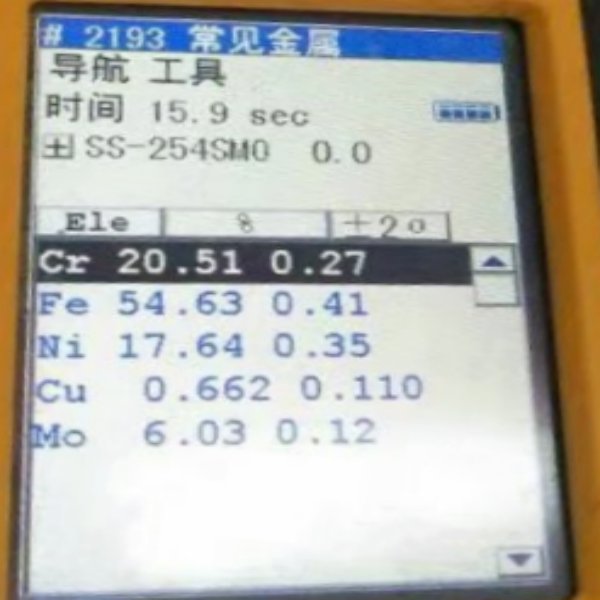
И ещё по термообработке. Дуплекс 2205 требует растворения. Если заготовка пришла без термообработки или её режим был нарушен, можешь получить вместо аустенитно-ферритной структуры что-то с избыточными интерметаллидами. Они потом в сварном шве или в зоне резания дадут о себе знать трещинами. Проверять это нужно не по бумажке, а по реальному металлографическому анализу первой партии. Это не паранойя, это стандартная практика для ответственных применений.
Конструкция и изготовление: где кроются скрытые дефекты
Самый частый прокол — несоответствие чертежу радиусов или углов в месте примыкания бобышки к основной поверхности. Кажется, мелочь. Но для работы под переменными нагрузками, особенно в коррозионной среде, острый угол — это концентратор напряжения. И коррозионное растрескивание под напряжением (КРН) для дуплекса 2205, хотя он и устойчив, может стартовать именно отсюда. Чертеж должен требовать обязательное скругление, и технолог должен это обеспечить.
Второй момент — чистота поверхности, особенно резьбы. Для набивных или приварных бобышек это критично. Шероховатость не по классу, задиры при нарезке — всё это точки для начала питтинговой коррозии. Нужно строго контролировать инструмент и СОЖ. Лучше использовать накатку резьбы, а не нарезку, но это не всегда возможно из-за твёрдости материала. Здесь опять возвращаемся к качеству исходного металла — если в структуре есть включения или неоднородности, чистой резьбы не получить.
И про сварку, если бобышка приварная. Нельзя варить чем попало. Нужна правильная присадочная проволока, часто сверхлегированная, чтобы компенсировать выгорание элементов. И строгий контроль тепловложения. Перегрев зоны — и ты убиваешь баланс фаз в основном металле рядом со швом, резко падает коррозионная стойкость. Видел последствия на одном теплообменнике: бобышки отвалились по границе сплавления не из-за плохого шва, а из-за того, что ОТК пропустил пережжённую зону в основном металле.
Контроль и приёмка: на что смотреть руками
Сертификат — это хорошо. Но он подтверждает плавку. А тебе нужна гарантия на конкретную деталь. Обязательный минимум для партии — выборочная твёрдость по Бринеллю или Роквеллу (зависит от размера) и травление на травителе для дуплексных сталей. Оно сразу покажет наличие сигма-фазы или других вредных фаз. Это делается за 10 минут, но экономит месяцы проблем.
Обмер геометрии — это само собой. Но часто забывают проверить перпендикулярность торца бобышки к оси резьбы или посадочной поверхности. Если перекос есть, при монтаже фланца или штуцера создаётся изгибающий момент, уплотнение может не сесть ровно. Потом течь, и все будут винить прокладку, а не геометрию детали.
И самый простой, но действенный тест — визуальный под лупой. Ищешь следы перегрева при обработке (цвета побежалости), заусенцы, микротрещины у основания. Часто все проблемы видны невооружённым глазом, если знать, куда смотреть. Для бобышки 2205 из дуплексной стали синеватый или соломенный оттенок у резьбы — это красный флаг, сигнал о возможном окислении и изменении свойств поверхностного слоя.
Практические кейсы и типичные ошибки
Был у нас проект, морская платформа. Нужны были сотни бобышек под датчики. Сделали по первому разу из прутка 2205, купленного ?с колес?. Прошли приёмку, смонтировали. Через полгода начались точечные коррозионные поражения именно на бобышках, хотя основная конструкция была цела. Разбор показал — в материале были локальные отклонения по хрому и молибдену от сертификата. Поставщик материала сэкономил на гомогенизации. Пришлось менять всё, потери — огромные. После этого работаем только с проверенными каналами, где есть полная прослеживаемость, как у того же JN Special Alloy Technology. Их профиль — производство из плиты, трубы, прутка — как раз даёт такую возможность контроля от слитка.
Другой случай — химическое производство. Бобышка для ввода термопары в реактор. Заказчик сэкономил, купил готовые, якобы 2205. Через три месяца термопара вышла из строя. При демонтаже увидели, что резьбовая часть бобышки просто ?распухла? от межкристаллитной коррозии. Анализ показал, что это даже не дуплекс, а дешёвый аустенит с подгонкой под химический состав. Урок: если цена подозрительно низкая, это почти всегда фальсификат или брак. Для бобышки 2205 экономия на материале — это прямой путь к аварийной остановке.
И ещё про сварку. На одном из ремонтов видел, как монтажники варили бобышку из 2205 обычной нержавеющей проволокой, аргументируя ?да тут же всего пару швов?. Результат предсказуем — трещины по границе сплавления сразу после гидроиспытаний. Пришлось вырезать сегмент и ставить новый с правильной технологией. Это вопрос не только материала детали, но и компетенции исполнителя.
Выводы и субъективные рекомендации
Так что, возвращаясь к началу. Бобышка 2205 — это не просто цилиндрик с резьбой. Это комплексное изделие, где важен каждый этап: от химии плавки и состояния поставки металла (здесь надёжнее работать с прямыми производителями полуфабрикатов, как упомянутая компания), через грамотное проектирование с устранением концентраторов, до контролируемого процесса механической обработки и, если нужно, сварки.
Не экономь на материале и не бери первую попавшуюся деталь по принципу ?вроде подходит?. Запроси у поставщика не только сертификат на материал, но и отчёт о контроле готовых деталей (твёрдость, УЗД, травление). Лучше заплатить на 20% дороже, но быть уверенным.
И главное — накапливай свой опыт. Фиксируй, с каким металлом и от кого работал хорошо, а с каким были проблемы. Потому что в конечном счёте, надёжность системы часто зависит от самых, казалось бы, незначительных деталей. И бобышка, испорченная из-за невидимой глазу фазы в структуре или перегретого слоя, может стать той самой слабой точкой, которая приведёт к большим потерям. Доверяй, но всегда проверяй. В нашей области по-другому нельзя.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Прутки из нержавеющей стали 316L
Прутки из нержавеющей стали 316L -
 Поковки из инконеля 600
Поковки из инконеля 600 -
 Фланцы из нержавеющей стали 316
Фланцы из нержавеющей стали 316 -
 Фитинги BW из инконеля 718
Фитинги BW из инконеля 718 -
 Прутки из нержавеющей стали 321
Прутки из нержавеющей стали 321 -
 Труба из инколоя 800
Труба из инколоя 800 -
 Пластина из нержавеющей стали 321H
Пластина из нержавеющей стали 321H -
 Пластина из инконеля 601
Пластина из инконеля 601 -
 Хастеллой G30
Хастеллой G30 -
 Поковки из хастеллоя G30
Поковки из хастеллоя G30 -
 Пластина из инколоя 800HT
Пластина из инколоя 800HT -
 Поковки из инколоя 800HT
Поковки из инколоя 800HT









