
Тройник 2507
Когда слышишь ?тройник 2507?, многие сразу думают — ну, стандартный фитинг из дуплексной нержавейки, что тут сложного? На практике же, если копнуть глубже, оказывается, что с этой маркой стали и, конкретно, с тройниками, связано столько нюансов, что одно только правильное понимание материала и его поведения в разных средах уже отдельная история. Часто заказчики, да и некоторые поставщики, грешат тем, что рассматривают 2507 как просто ?более крепкую нержавейку?, но это подход в корне неверный и может дорого обойтись на объекте.
Что скрывается за цифрами 2507
Материал 2507 — это супердуплексная нержавеющая сталь. Ключевое слово — ?супер?. Его нельзя ставить в один ряд с обычным 304-м или даже 316L. Химический состав, с высоким содержанием хрома, молибдена и азота, дает совершенно другие механические свойства и коррозионную стойкость. Когда мы на JN Special Alloy Technology Co., Ltd. изготавливаем из него тройник 2507, первое, на что смотрим — это именно сертификат на плавку. Без него — даже в работу не берем. Потому что малейшее отклонение в составе, особенно по азоту, может свести на нет всё преимущество материала в агрессивной среде, например, в горячей морской воде или в растворах с высоким содержанием хлоридов.
В производстве, скажем, для трубопроводов высокого давления, здесь уже нельзя работать по лекалам для аустенитных сталей. Температуры термообработки после сварки или горячей формовки — критически важный момент. Помню случай, когда партия тройников поступила на сборку, и их начали варить без последующего правильного охлаждения. В итоге — межкристаллитная коррозия в зоне термического влияния проявилась уже через полгода эксплуатации. Пришлось менять весь узел. Ошибка была в непонимании того, что дуплексная структура (смесь феррита и аустенита) требует строгого контроля термического цикла, чтобы сохранить баланс фаз и, как следствие, стойкость.
Поэтому, заказывая такие фитинги, будь то на https://www.jnalloy.ru или у других проверенных производителей, нужно требовать не просто сертификат соответствия, а полный пакет документов: cert 3.1, результаты испытаний на ударную вязкость при отрицательных температурах (это важно для арктических проектов) и отчеты по коррозионным испытаниям в специфических средах. Бумажка — это не формальность, а гарантия того, что материал поведет себя так, как заявлено.
Практические сложности при монтаже и эксплуатации
На объекте с тройником 2507 тоже не всё гладко. Его высокая прочность — это палка о двух концах. С одной стороны, можно уменьшить толщину стенки по сравнению с обычной нержавейкой, с другой — резка и подгонка требуют специального инструмента. Обычные абразивные диски могут ?пережечь? кромку, локально перегреть металл и нарушить его структуру. Мы всегда рекомендуем использовать холодные методы резки или, как минимум, низкооборотистый инструмент с обильным охлаждением.
Еще один момент, о котором часто забывают, — это совместимость с другими материалами в системе. Если, допустим, основной трубопровод из 2507, а отвод сделан через тройник на трубу из углеродистой стали или даже из другого сплава, типа монеля, — это прямая дорога к гальванической коррозии. Особенно в электропроводящей среде. Приходится продумывать систему изоляционных прокладок или переходников. Сам сталкивался с ситуацией, где такая ?мелочь? привела к точечным свищам на более дешевой трубе всего за несколько месяцев.
И, конечно, сварка. Сварщик должен иметь допуск именно по дуплексным сталям. Технология, присадочный материал (чаще всего это тоже высоколегированная проволока, например, аналогичного состава) — всё должно быть подобрано идеально. Неправильный сварочный шов — самое слабое место в системе. На нашем сайте, в разделе продукции компании JN Special Alloy Technology Co., Ltd., который является поставщиком не только фитингов, но и плит, прутков из никелевых сплавов, можно найти рекомендации по сварочным процедурам, но они носят общий характер. Для конкретного проекта лучше запрашивать детальный WPS (Welding Procedure Specification).
Выбор поставщика: не только цена
Рынок сейчас завален предложениями. Но когда речь идет о тройнике 2507 для ответственного применения (химия, нефтегаз, опреснительные установки), цена уходит на второй план. На первый выходит прослеживаемость материала и репутация поставщика. Мне доводилось видеть продукцию, маркированную как 2507, но по факту это был либо неправильно обработанный дуплекс, либо вообще другой сплав. Последствия, как можно догадаться, катастрофические.
Поэтому мы в своей практике всегда работаем с производителями, которые открыты к диалогу и могут предоставить максимум информации о происхождении заготовки. Например, если компания, как JNalloy.ru, позиционирует себя как производитель и поставщик из плит, прутков, фланцев и фитингов из нержавеющих, дуплексных и никелевых сплавов, это уже говорит о потенциально глубоком понимании материала. Важно, чтобы они работали не с готовыми полуфабрикатами неизвестного происхождения, а контролировали цепочку от плавки до готового фитинга.
Что я всегда проверяю? Наличие собственного или партнерского металлографического и химического лабораторного оборудования. Возможность провести испытания на стресскоррозию (SCC test) по стандарту ASTM G48. Если поставщик готов предоставить образцы для таких тестов или даже их результаты — это серьезный плюс. Говорю это исходя из горького опыта, когда сэкономил на проверке, а потом получил проблему на объекте с сероводородсодержащей средой.
Нюансы проектирования и спецификации
При проектировании узла с использованием тройника 2507 инженеры часто берут стандартные каталогивые размеры и давления. Но для дуплексных сталей, особенно в условиях циклических нагрузок или низких температур, стандартные таблицы могут не работать. Нужно учитывать реальные механические свойства конкретной партии материала. Предел текучести у 2507 почти в два раза выше, чем у 316L, что позволяет снизить вес, но при этом модуль упругости другой, и это влияет на расчеты на вибрацию.
Еще один важный аспект — чистка и пассивация. После механической обработки или сварки поверхность тройника должна быть должным образом очищена от окалины и следов железа (например, от инструмента). Пассивация азотной кислотой помогает восстановить защитный оксидный слой. Но здесь тоже есть тонкость: для дуплексных сталей концентрация и время выдержки могут отличаться от стандартных для аустенитных. Неправильная пассивация может создать больше проблем, чем решить.
В спецификациях часто пишут просто ?Тройник 2507 ASME B16.11?. Этого недостаточно. Нужно детализировать: тип производства (кованый, литой), класс давления (например, Class 3000, 6000), тип конца (резьба, под приварку встык, под приварку в раструб), необходимость дополнительной обработки (шлифовка внутреннего диаметра для снижения турбулентности), а также требования к неразрушающему контролю (УЗК, рентген) сварных швов, если тройник сварной. Мелочь? Нет, это именно те детали, из которых складывается надежность.
Заключительные мысли: дорогая экономия
Подводя черту, хочу сказать, что тройник 2507 — это не просто кусок металла сложной формы. Это инженерное изделие, правильный выбор, поставка и монтаж которого требуют глубоких знаний. Экономия на этапе закупки у непроверенного поставщика или на этапе монтажа силами неквалифицированных специалистов почти гарантированно выльется в многократно большие затраты на ремонт и простои в будущем.
Работа с такими материалами, будь то инконель, хастеллой или, как в нашем случае, супердуплекс 2507, — это всегда история про партнерство с поставщиком. Нужен не просто продавец, а технический консультант, который понимает, для чего нужен этот фитинг. Просматривая ассортимент на сайте jnalloy.ru, видно, что компания охватывает широкий спектр сплавов, от нержавеющих до никелевых. Это косвенно указывает на специализацию в сложных, коррозионно-активных средах, где и применяется наш тройник 2507.
В итоге, успех проекта с использованием этого компонента строится на трех китах: правильный материал с полной прослеживаемостью, квалифицированный инжиниринг на этапе спецификации и профессиональный монтаж. Упустишь один — вся конструкция может дать сбой. И это не теория, а вывод, сделанный после многих лет работы и, увы, нескольких набитых шишек.
Соответствующая продукция
Соответствующая продукция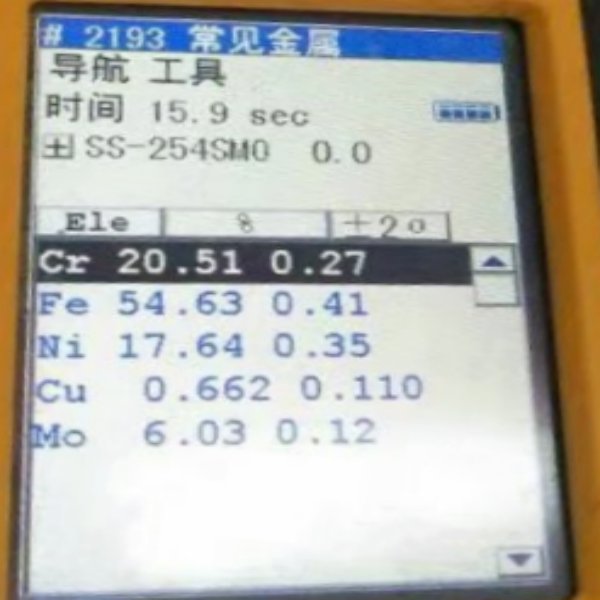






Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 316Lmod
Пластина из нержавеющей стали 316Lmod -
 Нержавеющая сталь 321H
Нержавеющая сталь 321H -
 Прутки из нержавеющей стали 321H
Прутки из нержавеющей стали 321H -
 Фланец из сплава 20
Фланец из сплава 20 -
 Фитинги BW из дуплексной стали S32205
Фитинги BW из дуплексной стали S32205 -
 Прутки из нержавеющей стали 347
Прутки из нержавеющей стали 347 -
 Фланец из инколоя 800HT
Фланец из инколоя 800HT -
 Пластина из нержавеющей стали 317L
Пластина из нержавеющей стали 317L -
 Нержавеющая сталь 316Lmod
Нержавеющая сталь 316Lmod -
 Фитинги BW из нержавеющей стали 316H
Фитинги BW из нержавеющей стали 316H -
 Никель 201
Никель 201 -
 Прутки из хастеллоя B2
Прутки из хастеллоя B2









