
высокое ксчество Пластины 254SMO
Когда речь заходит о высоком качестве Пластины 254SMO, многие сразу думают о химическом составе, но редко учитывают, как поведёт себя материал под реальной нагрузкой в агрессивных средах. Мы в JN Special Alloy Technology Co., Ltd. через https://www.jnalloy.ru не раз сталкивались с ситуациями, когда идеальные по сертификатам плиты давали неожиданные коррозионные поражения в зонах термического влияния после сварки. Это заставляет глубже анализировать не только паспортные данные, но и технологию производства самого сплава.
Критерии оценки качества 254SMO
Начну с главного: высокое качество Пластины 254SMO определяется не только содержанием молибдена 6% и меди 0.7%. Гораздо важнее контроль содержания углерода на уровне 0.01% и однородность структуры. В нашем производстве ПЛИТЫ на https://www.jnalloy.ru мы столкнулись с проблемой - при стандартном контроле химического состава не всегда выявляются микросегрегации, которые потом проявляются в виде точечной коррозии в хлоридосодержащих средах.
Запомнился случай с заказчиком из химической промышленности - они жаловались на преждевременное разрушение аппарата. Оказалось, поставщик предоставил плиты с идеальным химсоставом, но при микроструктурном анализе мы обнаружили неравномерное распределение легирующих элементов. После перехода на наш материал с контролем технологии горячей прокатки и термической обработки проблемы исчезли.
Сейчас мы в JN Special Alloy Technology Co., Ltd. внедрили дополнительный контроль методами металлографии каждой партии. Особое внимание уделяем состоянию границ зёрен - именно там чаще всего начинаются проблемы с коррозией в сернокислых средах.
Технологические нюансы обработки
При механической обработке Пластины 254SMO есть важный момент: многие пытаются экономить на инструменте, но это ложная экономия. Мы рекомендуем только твёрдосплавный инструмент с определёнными геометрическими параметрами. На собственном опыте убедились - при неправильном выборе скорости резания возникает наклёп, который снижает коррозионную стойкость.
Особенно критична подготовка к сварке. Один наш клиент пытался варить плиты толщиной 40 мм без подогрева - результат был плачевным. В зоне термического влияния образовались хрупкие фазы. Теперь мы всегда подбираем режимы сварки индивидуально, учитывая не только толщину, но и реальные условия эксплуатации.
Ещё важный момент - травление после сварки. Без этого этапа получить стабильные характеристики невозможно. Мы разработали собственную методику контроля качества сварных соединений, которая учитывает особенности именно этого сплава.
Практические аспекты применения
В морской воде высокое качество Пластины 254SMO раскрывается полностью, но только при правильном выборе поставщика. Помню, как на одном объекте в портовой зоне установили оборудование из нашей плиты - через 5 лет эксплуатации практически нет следов коррозии, тогда как соседние конструкции из обычной нержавейки пришли в негодность.
Интересный случай был с химическим реактором - заказчик сомневался в необходимости использования именно 254SMO, предлагали сэкономить на материале. Мы провели испытания в реальной среде заказчика - с смесью серной и соляной кислот при повышенной температуре. Наш материал показал себя безупречно, тогда как альтернативные варианты начали корродировать уже через месяц испытаний.
Сейчас мы рекомендуем этот материал для самых сложных применений - в выпарных аппаратах, теплообменниках морской воды, оборудовании для производства химических удобрений. Но всегда предупреждаем клиентов - качество должно быть действительно высоким, иначе все преимущества теряются.
Распространённые ошибки при выборе
Самая частая ошибка - экономия на толщине. Видел случаи, когда заказчики пытались использовать плиты тоньше расчётных, мотивируя это высокой прочностью 254SMO. Но забывают о коррозионной стойкости - при уменьшении толщины увеличивается скорость общей коррозии, и срок службы сокращается в разы.
Другая проблема - неправильный выбор поставщика. Многие ориентируются только на цену, но в случае с 254SMO это недопустимо. Мы в JN Special Alloy Technology Co., Ltd. через https://www.jnalloy.ru наработали собственную базу знаний по этому материалу и можем гарантировать стабильность характеристик от партии к партии.
Особенно критично контролировать качество при поставках больших объёмов. Однажды пришлось заменять целую партию плит от другого поставщика - в сертификатах всё было идеально, а на практике оказались включения карбидов по границам зёрен. С тех пор мы внедрили многоуровневую систему входного контроля.
Перспективы развития материала
Сейчас мы работаем над улучшением характеристик Пластины 254SMO для специальных применений. В частности, исследуем влияние различных режимов термической обработки на стойкость к щелевой коррозии. Предварительные результаты показывают, что можно увеличить сопротивление точечной коррозии на 15-20% без изменения химического состава.
Интересное направление - создание биметаллических конструкций. Иногда нет необходимости использовать дорогой материал по всей толщине. Мы экспериментируем с различными способами соединения слоёв - взрывная сварка, прокатка в вакууме. Результаты обнадёживают, особенно для аппаратов высокого давления.
По нашим наблюдениям, спрос на высокое качество Пластины 254SMO будет расти, особенно в энергетике и химической промышленности. Уже сейчас мы видим увеличение запросов на этот материал для оборудования систем очистки дымовых газов и опреснительных установок.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Прутки из нержавеющей стали 317
Прутки из нержавеющей стали 317 -
 Фитинги BW из хастеллоя C22
Фитинги BW из хастеллоя C22 -
 Фитинги BW из инколоя 800
Фитинги BW из инколоя 800 -
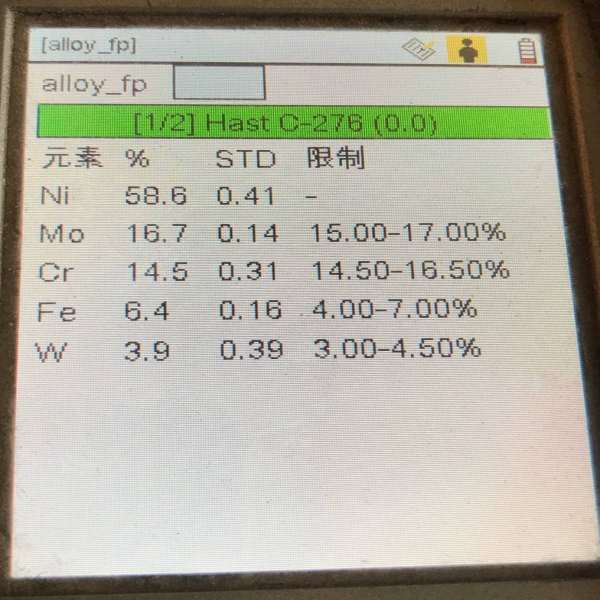 Хастеллой C276
Хастеллой C276 -
 Труба из нержавеющей стали 316
Труба из нержавеющей стали 316 -
 Труба из нержавеющей стали 304L
Труба из нержавеющей стали 304L -
 Нержавеющая сталь 347H
Нержавеющая сталь 347H -
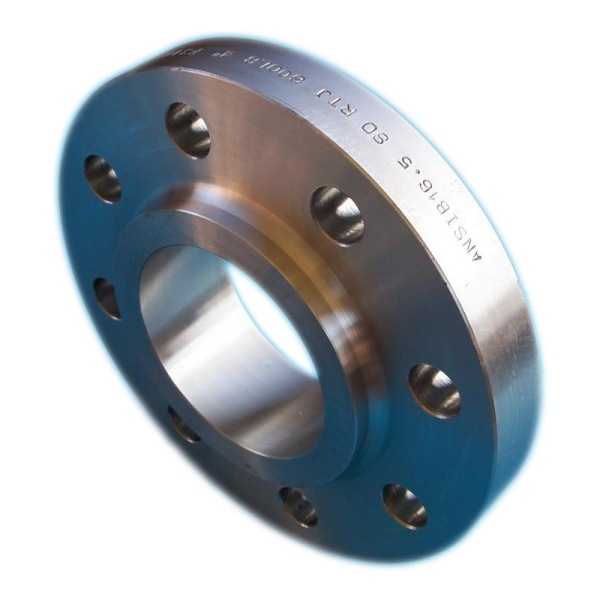 Фланец из никеля 200
Фланец из никеля 200 -
 Фитинги BW из нержавеющей стали 316Lmod
Фитинги BW из нержавеющей стали 316Lmod -
 Прутки из супердуплексная стали S32760
Прутки из супердуплексная стали S32760 -
 Поковки из хастеллоя X
Поковки из хастеллоя X -
 Прутки из нержавеющей стали 316Lmod
Прутки из нержавеющей стали 316Lmod









