
высокое ксчество плиты 904L
Когда говорят про высокое качество плиты 904L, многие сразу думают о химическом составе, но на практике контроль структуры зерна оказывается важнее. У нас на производстве JN Special Alloy Technology Co., Ltd. не раз сталкивались с ситуацией, когда идеальный по сертификату материал давал трещины при гибке - всё из-за перегрева при термообработке.
Технологические нюансы прокатки
При прокатке 904L критичен не только температурный режим, но и скорость охлаждения. Помню, в прошлом году пришлось перерабатывать партию плит 40мм - на поверхности появились микротрещины после штамповки. Разбирались неделю, оказалось проблема в неравномерном охлаждении по краям.
Сейчас мы на https://www.jnalloy.ru всегда указываем не только стандартные параметры, но и дополнительные рекомендации по механической обработке. Например, для толстых плит выше 60мм рекомендуем предварительный подогрев перед фрезеровкой - иначе возможна деформация.
Особенно сложно с крупногабаритными плитами - при толщине свыше 100мм даже незначительное отклонение в скорости прокатки приводит к образованию внутренних напряжений. Как-то раз пришлось утилизировать целую плавку из-за ликвации молибдена в центральных слоях.
Контроль качества на производстве
Наше оборудование позволяет делать ультразвуковой контроль каждой плиты, но это удорожает продукцию. Многие клиенты сначала отказываются от этой опции, пока не столкнутся с проблемами при сварке.
Особое внимание уделяем проверке содержания углерода - даже 0.02% против стандартных 0.03% значительно влияет на коррозионную стойкость. В последней партии для химического завода специально снижали параметр до 0.018%, хотя это и увеличило себестоимость.
Микроструктуру проверяем на образцах с каждого угла плиты - бывает, что в начале и в конце прокатки структура отличается из-за изменения температурного режима. Такие плиты идут на менее ответственные применения.
Проблемы сварки и обработки
С 904L постоянно возникают сложности при сварке - материал склонен к образованию горячих трещин. Решили проблему подбором режимов сварки: предварительный нагрев до 120-150°C и строгий контроль межпроходной температуры.
Для механической обработки рекомендуем инструмент с определенными геометрическими параметрами - обычные фрезы для нержавейки быстро выходят из строя. Особенно сложно обрабатывать кромки - при неправильном подходе появляются зоны наклепа.
Как-то пришлось переделывать партию фланцев - заказчик жаловался на коррозию в зонах реза. Оказалось, проблема в остаточных напряжениях после плазменной резки. Теперь для критичных применений используем только гидроабразивную резку.
Особенности поставок и логистики
При транспортировке толстых плит возникают свои сложности - даже незначительные удары могут привести к микротрещинам. Разработали специальную схему крепления в контейнерах с демпфирующими прокладками.
Хранение на складе тоже требует особых условий - нельзя допускать контакта с обычной сталью из-за риска контактной коррозии. Используем деревянные прокладки и регулярно проверяем влажность в помещении.
Для экспортных поставок разработали специальную упаковку - кроме стандартной пленки добавляем ингибиторы коррозии. Особенно важно для морских перевозок, где высокая соленость воздуха.
Практические рекомендации по применению
В химической промышленности 904L часто используют в теплообменниках, но здесь важно контролировать скорость потока среды - при высоких скоростях возможна кавитационная эрозия.
Для деталей, работающих под давлением, рекомендуем дополнительную термическую обработку для снятия напряжений - это увеличивает срок службы на 25-30%.
При проектировании конструкций советуем избегать острых углов и концентраторов напряжений - материал хоть и пластичный, но чувствителен к циклическим нагрузкам.
Перспективы развития материала
Сейчас экспериментируем с модификацией состава - добавляем небольшое количество ниобия для улучшения свариваемости. Первые результаты обнадеживают, но пока рано говорить о серийном производстве.
Ведутся работы по оптимизации процесса прокатки - пробуем различные схемы обжатия для улучшения структуры. Особенно это актуально для толстых плит, где сложно обеспечить равномерность свойств по сечению.
Изучаем возможность применения электромагнитного перемешивания при разливке - теоретически это должно улучшить однородность химического состава. Но технология дорогая, пока не ясно, будет ли экономически оправдано ее внедрение.
Соответствующая продукция
Соответствующая продукция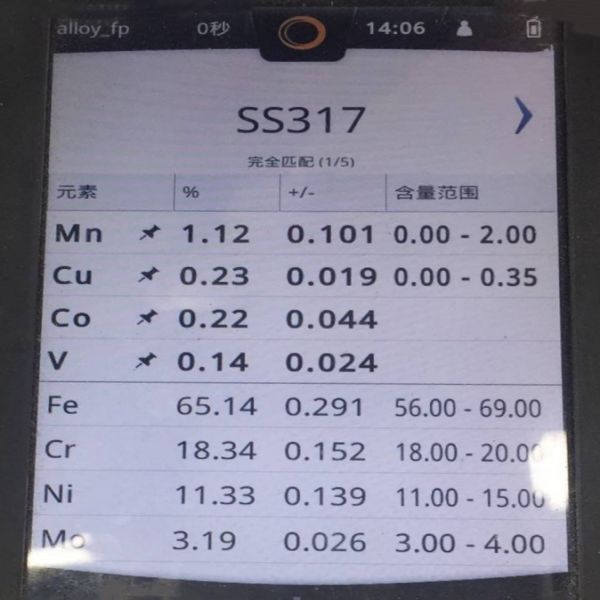








Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 304L
Пластина из нержавеющей стали 304L -
 Фитинги BW из хастеллоя C2000
Фитинги BW из хастеллоя C2000 -
 Труба из нержавеющей стали 254SМО
Труба из нержавеющей стали 254SМО -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750 -
 Пластина из нержавеющей стали 347H
Пластина из нержавеющей стали 347H -
 Фитинги BW из нержавеющей стали 316Lmod
Фитинги BW из нержавеющей стали 316Lmod -
 Фитинги BW из хастеллоя C276
Фитинги BW из хастеллоя C276 -
 Фитинги BW из нержавеющей стали 321
Фитинги BW из нержавеющей стали 321 -
 Поковки из хастеллоя C2000
Поковки из хастеллоя C2000 -
 Пластина из хастеллоя B3
Пластина из хастеллоя B3 -
 Фланец из никеля 201
Фланец из никеля 201 -
 Нержавеющая сталь 317L
Нержавеющая сталь 317L









