
высокое ксчество плиты S32750
Когда речь заходит о S32750, многие сразу думают о стандартных характеристиках вроде содержания молибдена или стойкости к коррозии, но настоящая экспертиза начинается там, где заканчиваются технические паспорта. В этой заметке я поделюсь тем, что действительно важно при работе с этим материалом — не сухими цифрами, а практическими нюансами, которые приходится учитывать в реальных проектах.
Что скрывается за маркировкой S32750
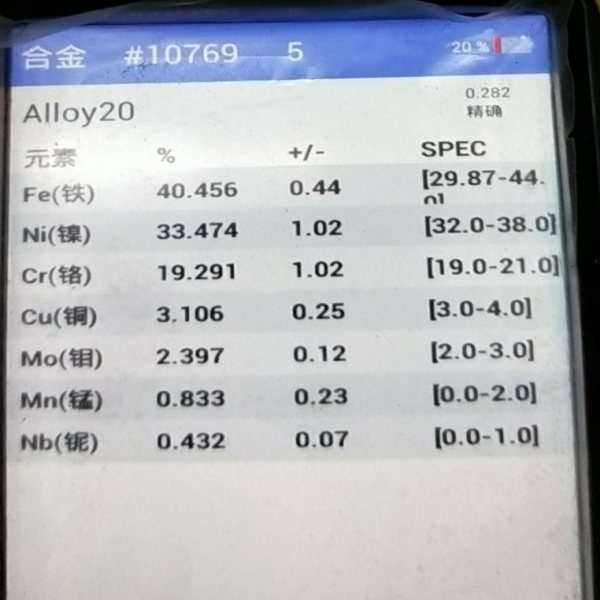
В спецификациях обычно указывают минимальные 25% хрома и 3% молибдена, но ключевой момент — именно баланс между этими элементами. Я видел партии, где формально все показатели в норме, но после сварки появляются микротрещины в зоне термического влияния. Это как раз тот случай, когда производитель экономит на контроле межкристаллитной коррозии.
Особенно критичен контроль содержания азота — даже отклонение на 0,02% от стандартных 0,24-0,32% может привести к тому, что высокое качество плиты S32750 окажется под вопросом. Однажды мы получили партию от нового поставщика, где азот был на нижнем пределе, и при испытаниях на pitting resistance equivalent number вышло чуть ниже 40. Пришлось возвращать — для морского оборудования такой риск неприемлем.
Заметил интересную закономерность: европейские производители часто дают более стабильное качество по химическому составу, но китайские, например JN Special Alloy Technology Co., Ltd., в последнее время серьезно улучшили контроль в этом направлении. На их сайте https://www.jnalloy.ru видно, что они специализируются именно на нержавеющих и дуплексных сталях, что обычно означает более глубокое понимание специфики таких материалов, как S32750.
Проблемы при обработке и реальные решения
Механическая обработка S32750 — отдельная история. Стандартные твердосплавные пластины изнашиваются втрое быстрее, чем при работе с аустенитными нержавейками. Перешли на пластины с покрытием AlTiN — ресурс вырос, но и тут есть нюанс: слишком агрессивная подача приводит к выкрашиванию кромки из-за высокой вязкости материала.
Охлаждение — вечная дилемма. Без СОЖ перегрев гарантирован, но и неправильно подобранная эмульсия может вызвать коррозионное растрескивание. После нескольких проб остановились на синтетических СОЖ с высоким pH, специально разработанных для дуплексных сталей. Кстати, на том же https://www.jnalloy.ru в разделе материалов есть рекомендации по этому поводу — видно, что компания действительно разбирается в практических аспектах применения своих продуктов.
Самая неприятная проблема — деформация после термической резки. Казалось бы, стандартная ситуация, но с S32750 коробление проявляется особенно сильно. Пришлось разрабатывать специальные графики подогрева и последовательности резки. Интересно, что для толстолистового проката (от 40 мм) эта проблема менее выражена — видимо, из-за более равномерной структуры.
Сварка: где теория расходится с практикой
По технологии сварки S32750 вроде бы все ясно: аргон, специальные присадочные материалы, строгий контроль тепловложения. Но в полевых условиях, особенно при монтаже трубопроводов, идеальные условия — редкость. Запомнился случай, когда при сварке на ветру, несмотря на защитные завесы, шов получился с окислами — визуально нормально, но при УЗД показало непровары.
Ферритное число — тот параметр, который многие контролируют постфактум. Но мы научились предсказывать его по цвету окалины после сварки. Если цвет синеватый — вероятно, феррита больше 50%, если соломенный — ближе к 35-40%. Конечно, потом проверяем ферритометром, но такая 'народная' методика не раз помогала вовремя скорректировать режим.
Послесварочный отжиг — тема для отдельного разговора. Технология требует нагрева до °C с последующим быстрым охлаждением, но на практике часто экономят на этой операции. В результате получаем красивый шов, который через полгода дает трещины по границе сплавления. Кстати, у поставщиков вроде JN Special Alloy Technology Co., Ltd. обычно есть услуга предварительной термической обработки — для ответственных объектов лучше заказывать уже обработанные материалы.
Контроль качества: от простого к сложному
Визуальный контроль — первый и часто самый важный этап. Настоящая высокое качество плиты S32750 видна уже по характеру окалины: равномерная, без отслоений, с характерным темно-серым оттенком. Если видите рыжие подтеки — вероятно, были нарушения при прокатке или термообработке.
Ультразвуковой контроль выявляет внутренние дефекты, но с дуплексными сталями есть особенность: из-за двухфазной структуры шумы выше, чем у аустенитных сталей. Приходится использовать преобразователи с более низкой частотой — 2-3 МГц вместо стандартных 4-5 МГц. Это увеличивает время контроля, зато снижает вероятность пропуска серьезных дефектов.
Самое интересное начинается при микроструктурном анализе. Идеальное соотношение аустенита и феррита 50/50 на практике встречается редко. Допускаются отклонения до 40/60, но важно, чтобы структура была равномерной по всему сечению. Видел образцы, где по краям феррита 45%, а в середине — все 65%. Это говорит о нарушениях при прокатке — такой материал будет иметь неравномерные механические свойства.
Применение в специфических условиях
В морской воде S32750 ведет себя превосходно, но только при правильной пассивации. Стандартная азотная кислота не всегда дает нужный результат — для сложных условий лучше использовать пассивацию лимонной кислотой. Это дороже, но зато обеспечивает более стабильную пассивную пленку.
В сероводородосодержащих средах важнее всего контроль твердости. Если превысить 32 HRC, резко возрастает риск сульфидного коррозионного растрескивания. Мы обычно выдерживаем 28-30 HRC — это оптимальный баланс между прочностью и стойкостью к SCC.
При высоких температурах (выше 300°C) начинается охрупчивание из-за образования интерметаллидных фаз. Это обратимый процесс — после повторного отжига свойства восстанавливаются, но для оборудования с циклическим нагревом лучше рассматривать альтернативные материалы. Хотя для стационарных аппаратов S32750 показывает себя отлично — например, в теплообменниках работаем уже более 7 лет без заметной деградации.
Экономические аспекты выбора
Стоимость S32750 продолжает оставаться высокой, но в последние годы разрыв с 316L уменьшился. Если раньше разница была 3-4 раза, то сейчас чаще 2-2.5 раза. Для проектов с расчетным сроком службы более 15 лет выбор в пользу S32750 обычно экономически оправдан.
Наличие на складе — важный фактор. Крупные производители типа JN Special Alloy Technology Co., Ltd. обычно поддерживают хороший складской запас стандартных размеров, что ускоряет поставки. С нестандартными размерами сложнее — здесь сроки изготовления могут достигать 3-4 месяцев.
Стоит учитывать и стоимость последующей обработки. Из-за высокой прочности и вязкости обработка S32750 обходится дороже, чем обычных нержавеек — примерно на 25-30%. Но этот недостаток компенсируется увеличенным сроком службы готового изделия.
Перспективы и альтернативы
В последние годы появились модификации S32750 с улучшенной свариваемостью — с пониженным содержанием углерода и добавлением меди. Пока работал только с опытными партиями, но результаты обнадеживают — особенно для сложных сварных конструкций.
Из альтернатив стоит присмотреться к S32205 — дешевле, но и характеристики скромнее. Для умеренно-агрессивных сред может быть хорошим компромиссом. А для экстремальных условий есть смысл рассматривать сплавы типа 654 SMO, хотя их стоимость уже существенно выше.
Тенденция последних лет — индивидуализация поставок. Производители вроде JN Special Alloy Technology Co., Ltd. предлагают оптимизацию химического состава под конкретные условия эксплуатации. Это особенно актуально для нефтегазовых проектов, где требования к материалам могут сильно отличаться даже в рамках одного месторождения.
В итоге могу сказать: высокое качество плиты S32750 — это не просто соответствие ГОСТ или ASTM, а комплекс характеристик, которые проявляются в реальных условиях эксплуатации. И здесь важны не только технологии производства, но и понимание всех нюансов последующей обработки и применения. Опыт, конечно, нарабатывается годами — иногда дорогой ценой, но результат того стоит.
Соответствующая продукция
Соответствующая продукция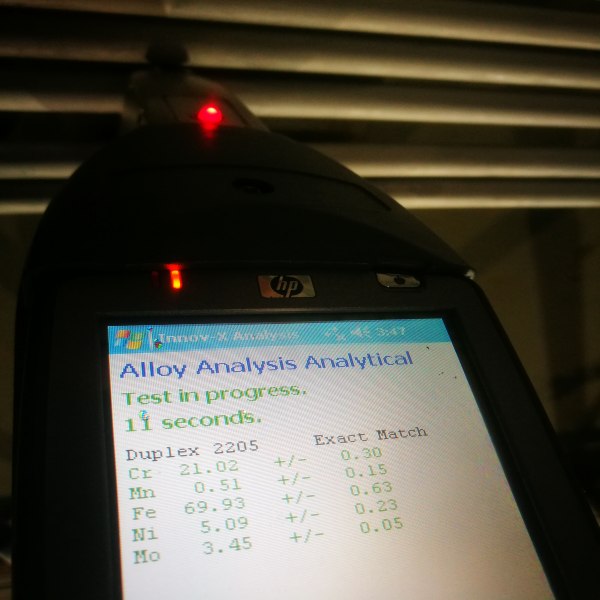






Самые продаваемые продукты
Самые продаваемые продукты-
 Труба из нержавеющей стали 347
Труба из нержавеющей стали 347 -
 Инколой 800
Инколой 800 -
 Поковки из никель 201
Поковки из никель 201 -
 Пластина из никеля 200
Пластина из никеля 200 -
 Труба из нержавеющей стали 316
Труба из нержавеющей стали 316 -
 Пластина из супердуплексной стали S32750
Пластина из супердуплексной стали S32750 -
 Поковки из нержавеющей стали 321H
Поковки из нержавеющей стали 321H -
 Пластина из дуплексной стали S32205
Пластина из дуплексной стали S32205 -
 Пластина из супердуплексной стали S32760
Пластина из супердуплексной стали S32760 -
 Поковки из дуплексной стали S31803
Поковки из дуплексной стали S31803 -
 Фланец из никеля 201
Фланец из никеля 201 -
 Пластина из нержавеющей стали 317L
Пластина из нержавеющей стали 317L









