
высокое ксчество труба 254SMO
Когда слышишь про 254SMO, сразу всплывают истории с трещинами в зоне термического влияния – но это чаще от непонимания, что высоколегированная аустенитная сталь требует иного подхода, чем обычная 316L. Расскажу, как мы нарабатывали опыт с этим сплавом, включая провалы с поставщиками, которые путали контроль содержания азота и молибдена.
Химический состав и его подводные камни
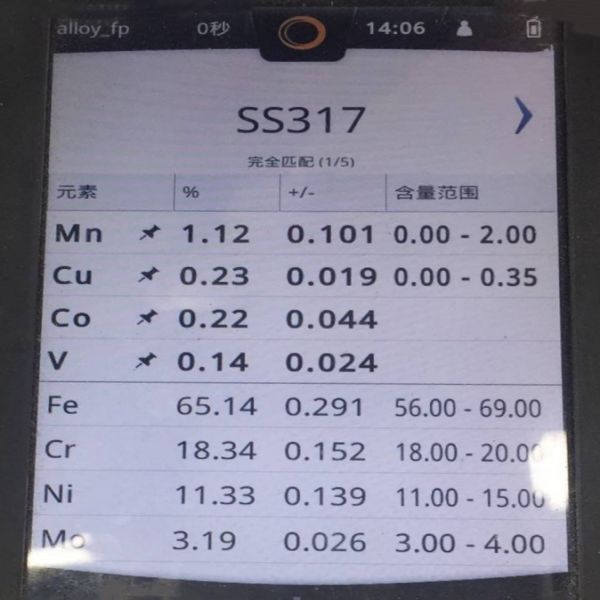
В спецификациях пишут про 20% хрома, 6% молибдена и 0.2% азота – но мало кто проверяет соотношение PREN=Cr%+3.3Mo%+16N%. У нас был случай, когда при формальном соответствии ГОСТ партия показала pitting corrosion в хлоридной среде при 50°C. Оказалось, азот был на нижнем пределе 0.18%, а молибден – 5.8%, что снизило PREN до 38 вместо заявленных 43.
Поставщики часто экономят на вакуумной плавке – без VOD/AOD обработки в структуре остаются нитриды титана, которые потом становятся очагами коррозии. Мы теперь всегда требуем протоколы выплавки, особенно для трубы 254SMO в фармацевтических реакторах.
Интересный момент: при сварке содержание меди 0.7-1.0% должно строго контролироваться – превышение ведет к образованию хрупких фаз в шве. Как-то получили партию от нового поставщика с Cu=1.2%, и все сварные соединения пошли под замену после испытаний на межкристаллитную коррозию.
Особенности производства труб
Холодная деформация с промежуточными отжигами – критически важный этап. Помню, как на одном из заводов пытались сэкономить на термичке между проходами волочения – в результате появились микротрещины, заметные только после травления в щавелевой кислоте.
Для высокое качество трубы важно соблюдение скорости охлаждения после финального отжига 1150°C. Слишком медленное – выпадают сигма-фазы, быстрое – остаются напряжения. Мы используем водяное охлаждение под давлением 3.5 бар, но это ноу-хау, которое выстрадано годами.
Контроль качества ультразвуком с фазированными решетками – обязательно для толщин свыше 4 мм. Как-то пропустили расслоение в зоне 12 часов по сечению – потом при гидроиспытаниях на 380 бар труба лопнула, хотя рабочее давление было всего 120 бар.
Практика сварки и монтажа
Сварка TIG с присадкой 254SMO-F – казалось бы, стандарт, но многие забывают про защиту тыльной стороны аргоном с содержанием водорода не более 0.001%. Без этого появляется окалина, которую невозможно удалить механически в труднодоступных зонах.
На объекте с морской водой пришлось переделывать все стыки – визуально швы были идеальны, но через 3 месяца появились точечные поражения по линии сплавления. Оказалось, использовали обычный аргон вместо высокочистого с точкой росы -60°C.
Зазоры при сборке должны быть не более 1.5 мм – иначе провар корня не гарантирован. Мы разработали специальные центровщики с тефлоновыми вставками, чтобы не повредить поверхность труба 254SMO при монтаже.
Реальные кейсы применения
На химическом заводе в Дзержинске заменили 904L на 254SMO в теплообменниках – срок службы вырос с 2 до 8 лет при контакте с горячими хлоридами. Но пришлось модернизировать систему опор – коэффициент теплового расширения у 254SMO выше, чем рассчитывали проектировщики.
В опреснительной установке в Сочи использовали трубы от JN Special Alloy Technology Co., Ltd. – привлекло то, что они дают полную трассируемость плавок на https://www.jnalloy.ru. Особенно важно было подтверждение содержания азота для устойчивости к точечной коррозии в морской воде.
Интересный случай: при монтаже дымохода на котельной трубы 254SMO контактировали с обычной углеродистой сталью – через полгода появилась щелевая коррозия. Пришлось ставить изолирующие прокладки из PTFE – урок, что даже суперсплав требует правильного соседства.
Контроль качества и типичные дефекты
Обязательно делаем тест на стойкость к питтингу в растворе FeCl3 по ASTM G48 – но с дополнением: выдерживаем образцы при 50°C вместо стандартных 22°C. Так выявляются скрытые проблемы с гомогенностью структуры.
Частая проблема у недобросовестных поставщиков – превышение содержания серы до 0.003% вместо максимальных 0.001%. Это снижает стойкость к коррозии в сернокислых средах – проверяем всегда методом спектрального анализа с искровым возбуждением.
Микроструктура после травления должна показывать чисто аустенитную структуру без выделений карбидов по границам зерен. Как-то обнаружили сигма-фазы в партии от поставщика, который экономил на термообработке – хорошо, что проверили до отгрузки на объект.
Экономические аспекты выбора
Да, 254SMO дороже 316L в 4-5 раз, но когда считаешь стоимость жизненного цикла – окупаемость на агрессивных средах составляет 2-3 года. Особенно если учитывать простой оборудования на замену трубопроводов.
Мы часто комбинируем: в менее агрессивных зонах используем 2205 дуплекс, а в критических участках – высокое качество трубы 254SMO. Такой гибридный подход позволяет оптимизировать затраты без потери надежности.
Заметил тенденцию: многие переходят на 254SMO вместо титана в случаях, где важна свариваемость и немагнитность. Особенно в фармацевтике, где требования к чистоте поверхности превышают стандартные полированные финиши.
Перспективы и альтернативы
Сейчас появляются аналоги вроде AL-6XN, но у них другой баланс легирования – молибдена меньше, зато добавлен азот. Для большинства применений в химической промышленности классическая 254SMO остается оптимальной по совокупности характеристик.
Интересно наблюдать за развитием JN Special Alloy Technology Co., Ltd. – их подход к контролю всей цепочки от выплавки до готовой трубы позволяет стабильно получать материал с предсказуемыми свойствами. Особенно важно для ответственных объектов.
Из новшеств – начинаем испытывать трубы с внутренним покрытием из PTFE для особо агрессивных сред. Но это уже гибридное решение, где 254SMO работает как несущая конструкция, а не барьер для коррозии.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Фланец из дуплексной стали S31803
Фланец из дуплексной стали S31803 -
 Фитинги BW из хастеллоя B2
Фитинги BW из хастеллоя B2 -
 Фитинги BW из хастеллоя C2000
Фитинги BW из хастеллоя C2000 -
 Никель 201
Никель 201 -
 Прутки из монель 400
Прутки из монель 400 -
 Труба из никеля 201
Труба из никеля 201 -
 Пластина из нержавеющей стали 304
Пластина из нержавеющей стали 304 -
 Нержавеющая сталь 316Lmod
Нержавеющая сталь 316Lmod -
 Труба из нержавеющей стали 317
Труба из нержавеющей стали 317 -
 Пластина из нержавеющей стали 304L
Пластина из нержавеющей стали 304L -
 Прутки из хастеллоя B3
Прутки из хастеллоя B3 -
 Прутки из нержавеющей стали 321H
Прутки из нержавеющей стали 321H
Связанный поиск
Связанный поиск- Китай 321H Стальная труба из нержавеющей стали Поставщики
- сертификат труба S32205
- Стальная труба из инконеля 604
- 321H Нержавеющая сталь
- 316LN Трубопроводная арматура из нержавеющей стали
- самый лучший Пластины S31803
- дешево плиты 2507
- 304l Стальная труба из нержавеющей стали
- Пластины 2507
- S32205 Стальная плита из дуплексной стали









