
высокое ксчество ASTM A240
Когда говорят про высокое качество ASTM A240, многие сразу представляют себе химический состав и механические свойства. Но на практике всё сложнее — стандарт описывает базовые требования, а реальные проблемы начинаются при термообработке и сварке. Вспоминаю, как на одном из объектов заказчик требовал строгого соответствия ASTM A240 для нержавеющей стали 316L, но при этом игнорировал рекомендации по скорости охлаждения после сварки. В итоге — трещины в зоне термического влияния, хотя сертификаты были идеальными.
Нюансы химического состава
Содержание углерода в нержавеющих сталях по ASTM A240 — это отдельная история. Для 304 марки максимальное значение 0.08% выглядит безопасным, но при длительной работе в диапазоне 450-850°C даже 0.05% может привести к межкристаллитной коррозии. Мы в JN Special Alloy Technology сталкивались с этим при изготовлении теплообменников — пришлось переходить на 304L с углеродом до 0.03%.
Поставщики часто не указывают содержание титана или ниобия в стабилизированных марках. Как-то раз получили партию 321, где Ti был на нижнем пределе — всего 0.2% вместо рекомендуемых 0.4-0.6%. После газовой резки появились участки с недостаточной стойкостью к окислению. Пришлось переделывать всю партию фланцев.
С дуплексными сталями вроде 2205 вообще отдельная головная боль. Соотношение феррита и аустенита 50/50 по стандарту — это теория. На практике при охлаждении после отжига часто получается 40/60, что снижает стойкость к коррозии под напряжением. Мы на своем опыте в JN Alloy научились контролировать это за счет точного управления температурой в печи.
Проблемы с механическими свойствами
Предел текучести — параметр, который многие проверяют формально. Но для толстых плит (особенно в дуплексных сталях) разброс значений по толщине может достигать 15-20%. Один раз при изготовлении обечаек для химического реактора пришлось забраковать целую плакированную плиту 316L+405 — на внутренней поверхности предел текучести был ниже нормы на 25 МПа.
Ударная вязкость при -46°C для оборудования арктического исполнения — это отдельный разговор. Стандарт ASTM A240 устанавливает минимальные значения, но не регламентирует методику отбора образцов. Мы берем пробы не только из середины плиты, но и с зоны термического влияния после сварки — часто там значения падают на 10-15%.
Твердость по Бринеллю — казалось бы, простой параметр. Но при контроле сварных соединений дуплексных сталей важно измерять ее не только в основном металле, но и в зоне сплавления. Превышение значений HB может указывать на образование интерметаллидных фаз, которые резко снижают коррозионную стойкость.
Особенности контроля качества
Ультразвуковой контроль плит — обязательная процедура, но многие недооценивают важность калибровки дефектоскопа. Помню случай с плитой 904L толщиной 80 мм — стандартная настройка не выявила расслоений возле поверхности. Только после применения двойного преобразователя нашли участки с нарушением сплошности размером до 30 мм.
Испытания на межкристаллитную коррозию по методу Стручкова — несмотря на существование ASTM A262, мы дополнительно проводим этот тест для критичных применений. Особенно для сварочных материалов — проволоки и электродов. Как-то партия электродов для сварки 316Ti дала положительную реакцию, хотя сертификат соответствовал всем нормам.
Контроль травлением в царской водке — кажется архаичным, но до сих пор незаменим для выявления дельта-феррита в аустенитных сталях. Для ответственных изделий типа фитингов для химической промышленности мы всегда делаем этот тест, особенно после сварки.
Практические аспекты обработки
Гибка толстостенных труб из нержавеющих сталей — здесь много подводных камней. Для марки 321 минимальный радиус гибки по стандарту в 2.5 раза больше толщины, но на практике лучше брать коэффициент 3.5-4, особенно при холодной гибке. Иначе неизбежно появление 'апельсиновой корки' на внутренней поверхности.
Механическая обработка дуплексных сталей требует особого подхода к режущему инструменту. Обычные твердосплавные пластины быстро выходят из строя — лучше использовать CBN-инструмент с принудительным охлаждением. Мы для своих прутков и фланцев из 2507 разработали специальные режимы резания — скорость подачи не более 0.15 мм/об, скорость резания 80-100 м/мин.
Полировка поверхностей — кажется простой операцией, но для пищевой промышленности важна не только чистота поверхности, но и отсутствие 'закрытых' пор. Мы используем последовательность абразивов с постепенным уменьшением зернистости до 320 grit, затем электрополировку. Особенно важно это для плит, идущих на изготовление бродильных чанов.
Специфические применения
Для оборудования морских нефтеплатформ используем преимущественно дуплексные стали 2205 и супердуплексные 2507. Но здесь важно контролировать содержание азота — при сварке возможны его потери, что снижает стойкость к точечной коррозии. Мы в JN Special Alloy Technology разработали специальные защитные атмосферы для сварки таких сталей.
В химическом аппаратостроении часто требуются сплавы на никелевой основе — Inconel 625, Hastelloy C276. Хотя они не подпадают под ASTM A240, мы применяем аналогичные принципы контроля. Например, для Monel 400 важна однородность структуры после термообработки — при перегреве выше 900°C возможно выделение карбидов по границам зерен.
Трубы для энергетики из жаропрочных марок типа 309S или 310S — здесь критична стойкость к ползучести при высоких температурах. Стандарт ASTM A240 дает базовые требования, но мы дополнительно проводим испытания на длительную прочность при рабочих температурах заказчика. Особенно это важно для деталей печей пиролиза.
Опыт внедрения и доработки стандарта
На нашем производстве в JN Alloy мы часто сталкиваемся с необходимостью ужесточения требований ASTM A240. Например, для фланцев высокого давления дополнительно вводим контроль макроструктуры на продольных сечениях — это позволяет выявить полосчатость, которая не обнаруживается стандартными методами.
Для прутков из никелевых сплавов типа Incoloy 800 мы разработали собственную систему маркировки, позволяющую отслеживать не только плавку, но и конкретную заготовку. Это особенно важно при расследовании причин отказа критичных деталей.
В последнее время многие заказчики требуют проведения испытаний на коррозионное растрескивание под напряжением в хлоридных средах. Стандарт ASTM A240 не регламентирует такие испытания, но мы накопили значительную базу данных по поведению разных марок сталей в таких условиях. Особенно интересны результаты по супердуплексным сталям — при определенных условиях они превосходят даже никелевые сплавы.
Выводы и рекомендации
Высокое качество по ASTM A240 — это не просто наличие сертификатов, а комплексный подход ко всему производственному циклу. От выбора шихтовых материалов до финишной обработки. Мы в JN Special Alloy Technology убедились, что даже идеально соответствующий стандарту металл может не подойти для конкретных условий эксплуатации.
Важно понимать, что стандарт устанавливает минимальные требования. Для ответственных применений необходимо разрабатывать дополнительные технические условия, учитывающие реальные рабочие условия. Особенно это касается сварных соединений и зон термического влияния.
Накопленный опыт показывает, что успешное применение сталей по ASTM A240 требует тесного взаимодействия между производителем, изготовителем оборудования и конечным пользователем. Только так можно избежать типичных ошибок и обеспечить действительно высокое качество готовых изделий.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги BW из нержавеющей стали 317L
Фитинги BW из нержавеющей стали 317L -
 Поковки из инколоя 800HT
Поковки из инколоя 800HT -
 Фланцы из нержавеющей стали 316
Фланцы из нержавеющей стали 316 -
 Нержавеющая сталь 321H
Нержавеющая сталь 321H -
 Прутки из инколой 825
Прутки из инколой 825 -
 Никель 200
Никель 200 -
 Поковки из нержавеющей стали 316
Поковки из нержавеющей стали 316 -
 Поковки из инконеля 601
Поковки из инконеля 601 -
 Фланец из монеля 400
Фланец из монеля 400 -
 Фланец из инколоя 800
Фланец из инколоя 800 -
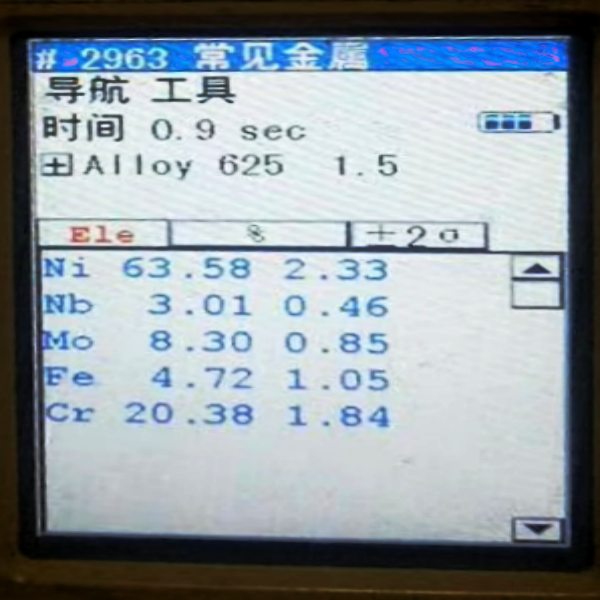 Инконель 625
Инконель 625 -
 Прутки из супердуплексная стали S32760
Прутки из супердуплексная стали S32760









