
дешево плиты 254SMO
Когда ищешь дешево плиты 254SMO, сразу натыкаешься на дилемму: либо это китайский полуфабрикат с сомнительной сертификацией, либо перекупщик выдает обычную нержавейку за суперсплав. Сам годами работаю с кислыми средами на химических производствах — знаю, как подмена химического состава в одном плавке губит целую партию оборудования.
Почему цена на 254SMO редко бывает низкой
Видел, как на тендере один поставщик предлагал плиты 254SMO на 20% дешевле рынка. Проверили — вместо заявленного молибдена 6% едва набиралось 5.2%, а медь вообще плавала. После первого же контакта с хлоридами началась точечная коррозия. Вывод: если цена сильно ниже среднерыночной, скорее всего, это сплав 'в районе 254SMO', но не он.
Критично соблюдение не только химии, но и технологии горячей прокатки. Как-то взяли партию у нового вендора — плиты пошли 'лесенкой' после резки. Оказалось, нарушили температурный режим при обработке, возникли остаточные напряжения. Пришлось пустить эти листы на менее ответственные узлы.
Сейчас работаем с JN Special Alloy — у них в сертификатах всегда указаны не только стандартные параметры, но и данные ультразвукового контроля каждой плиты. Это дороже, но дешевле, чем потом переделывать аппарат.
Где реально можно сэкономить без потерь
Экономить на 254SMO нужно с умом. Например, брать плиты с допуском по толщине +3% вместо стандартных +5% — если конструкция позволяет, уже минус 7-8% к стоимости. Но это только для ненагруженных элементов.
Еще вариант — заказывать плиты с нешлифованной поверхностью 2B вместо 2R. Мы так делали для внутренних перегородок реакторов, где адгезия не критична. Важно: для сварочных зон этот фокус не пройдет — потребуется дополнительная механическая обработка.
На сайте jnalloy.ru сейчас как раз вижу акцию на некондицию по геометрии — плиты с небольшим короблением, но химия и механические свойства в норме. Для заготовок под штамповку — то что нужно.
Особенности обработки, о которых не пишут в ГОСТ
При резке 254SMO плазмой нужно давать припуск на 2-3 мм больше, чем для обычной нержавейки — этот сплав сильнее 'тянет' кромку. Мы в цехе сначала испортили три плиты, пока не подобрали режим с аргонной поддувкой.
Сварка — отдельная история. Проверяйте, чтобы присадочный материал был не ER-254, а именно ER-254Mo. Разница в содержании азота — без него шов терет стойкость к питтингу. Как-то получили брак по вине сварщиков, использовавших неправильную проволоку.
Для сложных деталей типа фланцев лучше брать плиты с запасом по пластичности. JN Alloy поставляет варианты с относительным удлинением до 45% против стандартных 35% — при гибке под 90° трещин точно не будет.
Как отличить подделку до покупки
Первое — просите не только сертификат, но и тестовый образец. Настоящий 254SMO при пробном травлении в CuSO4 + H2SO4 не дает красных пятен меди, в отличие от дешевых аналогов.
Смотрите на маркировку — должна быть не краска, а клеймение. И обязательно указание плавки. У перекупщиков часто 'теряются' номера плавок, что сразу подозрительно.
Проверяйте геометрию — китайские плиты часто имеют разностенность до 1.5 мм при заявленных 0.8 мм. Мы как-то получили партию, где разница в толщине достигала 2 мм — пришлось возвращать.
Почему дуплексные сплавы не всегда альтернатива
Многие пытаются заменить 254SMO на 2205 — мол, дешевле и тоже устойчив к хлоридам. Но при температурах выше 60°C 2205 начинает проигрывать по стойкости к щелевой коррозии. Проверено на теплообменниках — через полгода 2205 пошел точками, а 254SMO держался.
Для сред с высоким содержанием ионов хлора (>1000 ppm) 254SMO вообще незаменим. Пробовали ставить 904L — выдерживает, но всего 2-3 месяца вместо годового цикла.
Хотя для неагрессивных сред иногда действительно выгоднее взять 2507 — прочность выше, но сваривать его сложнее. Тут уже считайте по проекту.
Что в итоге с ценами
Сейчас нормальные плиты 254SMO идут от 2800 евро за тонну EXW. Все, что дешевле 2500 — либо остатки, либо сомнительное качество. Кстати, у JN Special Alloy Technology Co. периодически появляются т.н. 'горячие партии' — когда нужно освободить склад, можно взять на 10-15% дешевле.
Смотрю их каталог на jnalloy.ru — сейчас в наличии плиты от 8 до 60 мм, причем толстые идут с дополнительной термообработкой. Для колонных аппаратов как раз то что нужно.
И да, не ведитесь на 'европейское качество' по завышенным ценам. 70% проката все равно делается в Азии, просто доводится до кондиции уже на месте. Главное — контролировать входящую проверку.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
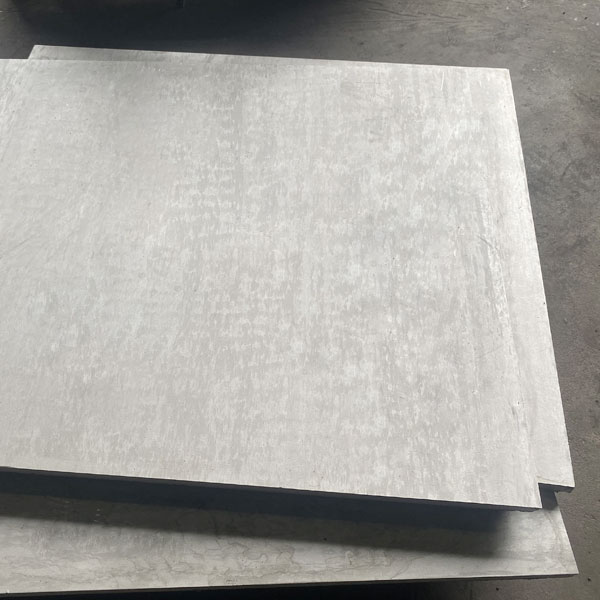
 Пластина из нержавеющей стали 254SMO
Пластина из нержавеющей стали 254SMO -
 Прутки из инконеля 601
Прутки из инконеля 601 -
 Нержавеющая сталь 316L
Нержавеющая сталь 316L -
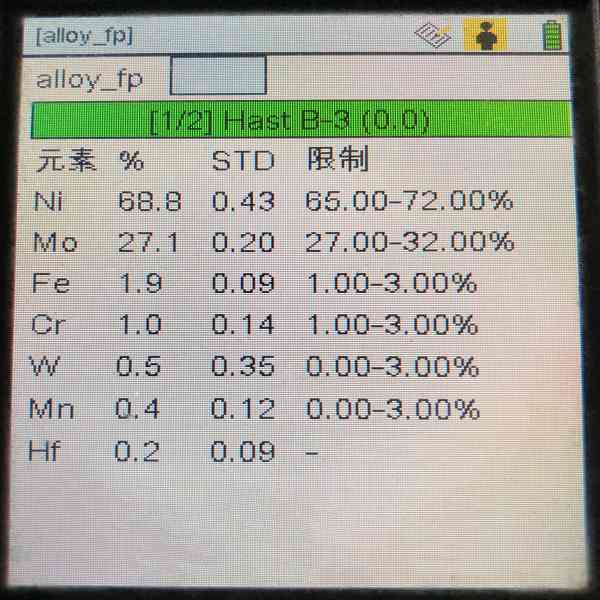 Хастеллой B3
Хастеллой B3 -
 Пластина из хастеллоя C2000
Пластина из хастеллоя C2000 -
 Прутки из нержавеющей стали AL6XN
Прутки из нержавеющей стали AL6XN -
 Пластина из нержавеющей стали 347
Пластина из нержавеющей стали 347 -
 Фланец из инколоя 800H
Фланец из инколоя 800H -
 Труба из инконеля 601
Труба из инконеля 601 -
 Пластина из нержавеющей стали 304
Пластина из нержавеющей стали 304 -
 Нержавеющая сталь 316
Нержавеющая сталь 316 -
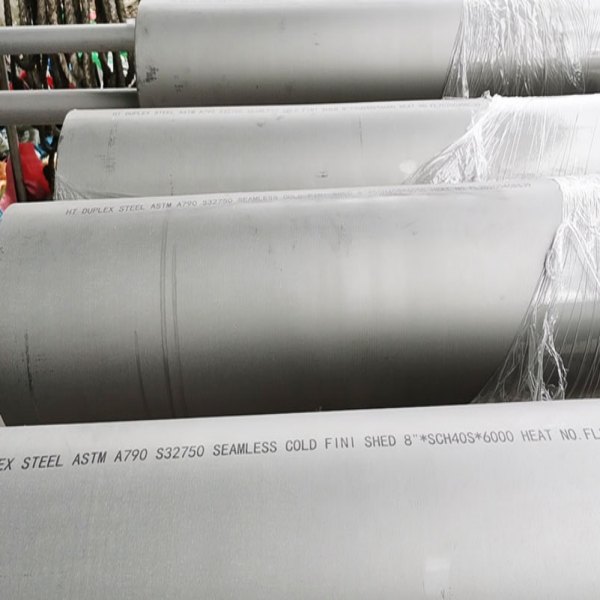 Труба из супердуплексная сталь S32750
Труба из супердуплексная сталь S32750









