
известный Пластины S32205
Когда говорят про S32205, многие сразу вспоминают про коррозионную стойкость – и это правильно, но не всё так просто. На деле часто сталкиваешься с тем, что люди переоценивают его свариваемость или недооценивают важность контроля структуры после термообработки. Сам много раз видел, как в погоне за экономией пытаются варить без правильных присадочных материалов – потом получают трещины в зоне термического влияния. Это тот случай, когда кажущаяся экономия оборачивается проблемами на этапе эксплуатации.
Что действительно важно в S32205
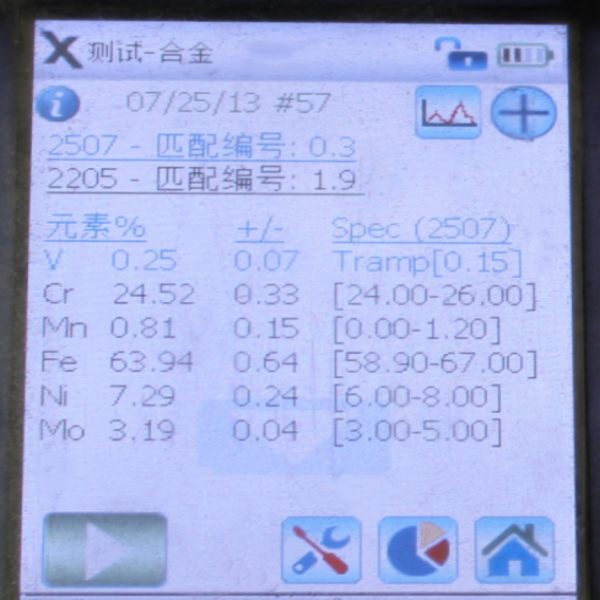
Если брать химический состав, то здесь всё более-менее понятно: примерно 22% хрома, 5% никеля, 3% молибдена и 0,15% азота. Но вот что часто упускают – это контроль содержания феррита. По опыту скажу, что оптимальный диапазон 40-50% – если меньше, теряем прочность, если больше – ударная вязкость падает. Как-то пришлось разбираться с дефектом на одном из объектов: пластины пошли трещинами именно из-за дисбаланса фазовой структуры.
По механическим свойствам – предел текучести около 450 МПа, это серьёзное преимущество перед обычными нержавейками. Но здесь есть нюанс: при температурах выше 300°C нужно очень аккуратно подходить к расчетам допустимых напряжений. Помню проект, где не учли этот момент – в результате пришлось переделывать всю конструкцию теплообменника.
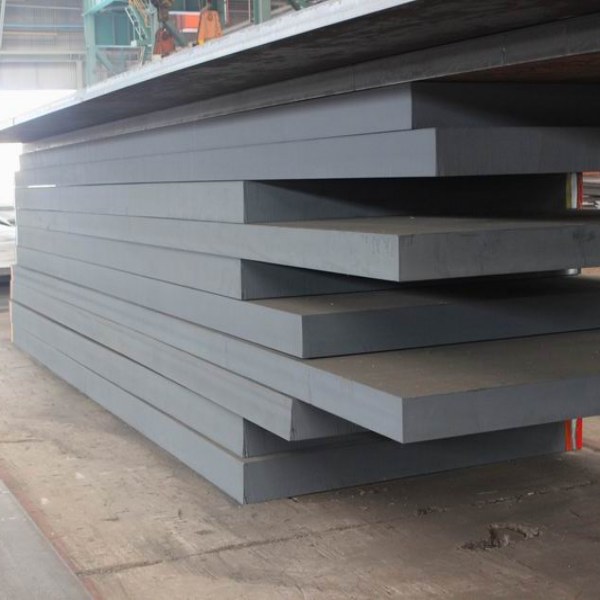
Что касается поставок – здесь важно обращать внимание не только на сертификаты, но и на историю производства. У того же JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru) видно, что они специализируются именно на дуплексных нержавеющих сталях – это чувствуется и в качестве продукции, и в понимании специфики обработки. Их пластины обычно идут с правильным соотношением феррита и аустенита, что значительно упрощает дальнейшую обработку.
Практические аспекты обработки
Со сваркой S32205 есть свои тонкости. Во-первых, обязательно нужно использовать правильные сварочные материалы – обычно это ER2209 для аргонодуговой сварки и E2209 для РДС. Но главное – контроль температуры межшовного подогрева. Стараюсь держать в диапазоне 80-120°C, выше – риск получить избыточное выделение промежуточных фаз.
Механическая обработка – отдельная тема. Из-за высокой прочности инструмент изнашивается быстрее, чем при работе с аустенитными сталями. Рекомендую использовать твердосплавный инструмент и обильное охлаждение. Кстати, охлаждающие жидкости должны быть без хлора – это принципиальный момент, который иногда игнорируют.
Резка – плазменная или водяная струя дают хорошие результаты. А вот с газовой резкой нужно быть осторожнее: можно получить нежелательные структурные изменения в зоне реза. Один раз видел, как после газовой резки по кромке пошли микротрещины – пришлось увеличивать припуск на механическую обработку.
Типичные ошибки при выборе и применении
Самая распространенная ошибка – использование S32205 в средах, где возможна концентрация хлоридов при высоких температурах. При +250°C и выше в зазорах или отложениях может начаться точечная коррозия. Был случай на химическом производстве: в теплообменнике с морской водой через полгода появились свищи именно в зоне застойных зон.
Ещё один момент – не всегда учитывают разницу в коэффициенте теплового расширения по сравнению с углеродистыми сталями. При проектировании биметаллических конструкций это может привести к серьезным проблемам. Как-то пришлось пересчитывать крепления для аппарата, где дуплексная сталь работала в паре с обычной конструкционной – из-за разницы в расширении появились дополнительные напряжения.
И конечно, контроль качества после изготовления. Ультразвуковой контроль – обязателен, особенно для ответственных конструкций. Но и здесь есть особенность: из-за двухфазной структуры нужно очень тщательно настраивать оборудование и иметь квалифицированных специалистов. Обычные настройки для аустенитных сталей не подходят.
Опыт работы с конкретными производителями
За годы работы перепробовал продукцию разных поставщиков, включая европейских и азиатских производителей. Что могу сказать про JN Special Alloy Technology – у них достаточно стабильное качество по разумной цене. Особенно заметно это по однородности структуры – редко встречаются включения или полосчатость, которые потом создают проблемы при обработке.
Их ассортимент позволяет подобрать нужный вариант – есть и листы, и трубы, и прутки, и даже готовые фланцы с фитингами. Это удобно, когда нужно комплектовать объект из одного источника. Кстати, по фланцам из S32205 у них хорошая геометрия – минимум доводки требуется при монтаже.
Из минусов – иногда возникают задержки с отгрузкой нестандартных размеров. Но это общая проблема многих производителей. Зато по стандартным позициям – всегда в наличии, что для срочных проектов критически важно.
Рекомендации по специфическим применениям
Для морской воды S32205 подходит, но с оговорками. При температуре до +25°C показывает отличные результаты, но если есть риск локального перегрева или застойных зон – лучше рассмотреть более стойкие сплавы. В одном из проектов опреснительной установки как раз пришлось заменить часть пластин на более легированный вариант после первых же испытаний.
В химической промышленности – отличный выбор для сернокислых сред средней концентрации. А вот с соляной кислотой уже нужно быть осторожнее, особенно при повышенных температурах. Здесь много зависит от конкретных условий – концентрации, температуры, наличия аэрации.
Для нефтегазовой отрасли – практически идеальный вариант для многих применений. Высокая прочность позволяет уменьшить толщины стенок, а стойкость к сероводородному растрескиванию делает его незаменимым для скважинного оборудования. Но опять же – важно соблюдать технологию сварки и последующей термообработки.
В целом, S32205 – материал с отличным балансом свойств, но требующий понимания его особенностей. Не тот случай, когда можно положиться только на данные из справочников – нужен практический опыт и внимательность ко всем этапам, от выбора поставщика до окончательного монтажа.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 317
Пластина из нержавеющей стали 317 -
 Фланец из хастеллоя C2000
Фланец из хастеллоя C2000 -
 Фитинги BW из нержавеющей стали 321H
Фитинги BW из нержавеющей стали 321H -
 Труба из сплава 20
Труба из сплава 20 -
 Фитинги BW из инколоя 800H
Фитинги BW из инколоя 800H -
 Прутки из нержавеющей стали 316
Прутки из нержавеющей стали 316 -
 Фланцы из нержавеющей стали 316LN
Фланцы из нержавеющей стали 316LN -
 Нержавеющая сталь 316LN
Нержавеющая сталь 316LN -
 Пластина из нержавеющей стали 316LN
Пластина из нержавеющей стали 316LN -
 Фитинги BW из нержавеющей стали 347H
Фитинги BW из нержавеющей стали 347H -
 Труба из нержавеющей стали 304
Труба из нержавеющей стали 304 -
 Дуплексная сталь S31803
Дуплексная сталь S31803









