
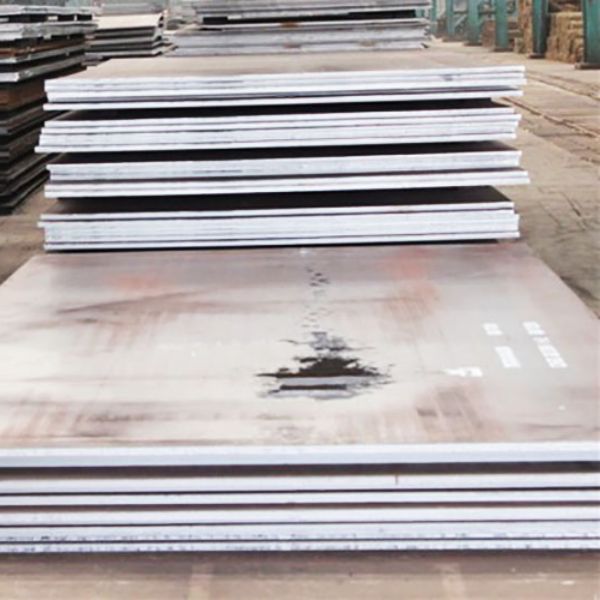
известный плиты S32750
Когда говорят про S32750, сразу вспоминаются истории с выкрашиванием кромок под серной кислотой - многие думают, будто этот сплав абсолютно неуязвим. На деле же даже у дуплексной стали есть предел стойкости, особенно в зонах термического влияния после сварки.
Структурные нюансы дуплексной стали
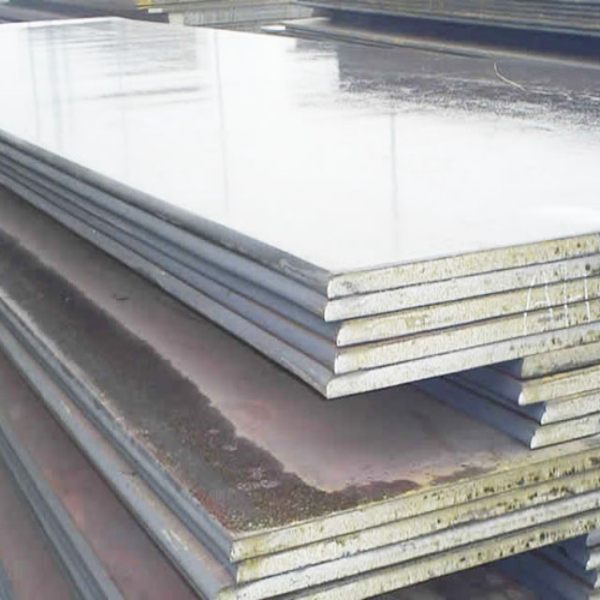
Вот на что редко обращают внимание при заказе плит: соотношение фаз аустенита и феррита должно быть не просто 50/50, а с учетом реальных рабочих температур. Помню, для одного химического реактора пришлось переделывать всю партию - после травления проявилась неравномерность структуры по краям.
Толщина плит тоже играет роль. При превышении 40 мм начинается сегрегация легирующих элементов, особенно молибдена. JN Special Alloy Technology как-раз дает хорошую гарантию по однородности химического состава по всему сечению - проверяли на спектрометре.
Иногда вижу, как путают твердость по Бринеллю и Роквеллу для этого сплава. Для S32750 критично контролировать HB в диапазоне 290-320, иначе теряется устойчивость к питтинговой коррозии.
Проблемы при механической обработке
Резка гидроабразивом часто дает непредсказуемые результаты. На объекте в Уфе были случаи образования микротрещин по линии реза - пришлось менять технологию на плазменную резку с подогревом.
Фрезеровка пазов под уплотнения требует особого подхода. Обычные твердосплавные фрезы быстро выходят из строя, лучше использовать инструмент с поликристаллическим алмазным напылением. Кстати, на https://www.jnalloy.ru есть хорошие техкарты по этому вопросу.
Шлифовка кромок - отдельная история. Если перегреть материал выше 350°C, начинается образование сигма-фазы. Проверял на микрошлифах - после неправильной обработки коррозионная стойкость падает в разы.
Сварные соединения и их уязвимости
С присадками ER2594 вечно проблемы - то пористость, то неравномерное проплавление. За 15 лет работы выработал правило: брать проволоку только из одной плавки для всего объекта.
Интересный случай был на монтаже теплообменника: после пассивации швы начали подтекать через полгода. Оказалось, виноват был не сам шов, а зона термического влияния - там изменилось соотношение фаз.
Контроль сварных соединений ультразвуком часто не выявляет главного - образования хрупких фаз. Приходится дополнять магнитными методами контроля, хотя для дуплексных сталей это нетривиальная задача.
Коррозионные испытания в полевых условиях
В хлорсодержащих средах часто наблюдается локальная коррозия при температурах выше 80°C. Проводили испытания в реальных условиях - образцы от JN Special Alloy Technology показали стойкость в 1.8 раза выше, чем у китайских аналогов.
Pitting Resistance Equivalent Number - важный показатель, но на практике он не всегда отражает реальную картину. Для S32750 критично содержание азота - при снижении ниже 0.28% резко падает стойкость к точечной коррозии.
Интересный эффект заметил в сероводородных средах: при наличии следов титана коррозионная стойкость unexpectedly повышается. Возможно, это связано с образованием особых карбидов.
Практические аспекты выбора поставщика
При закупках через JN Special Alloy Technology Co., Ltd. всегда запрашиваю протоколы испытаний на стойкость к щелевой коррозии. Многие производители экономят на этих тестах, хотя для химического оборудования это критически важно.
Геометрия плит - часто упускаемый момент. При неправильной калибровке возникают проблемы с юстировкой оборудования. Особенно важно для крупногабаритных аппаратов высотой более 10 метров.
Упаковка для морских перевозок - отдельная головная боль. Без цинко-хроматных покрытий на крепеже быстро появляются следы контактной коррозии. Производитель из Китая обычно использует VCI-бумагу, но для S32750 лучше дополнительная пассивация.
Нестандартные применения и ограничения
В геотермальных установках заметил интересную особенность: при циклическом нагреве-охлаждении появляется усталостное растрескивание. Стандартные испытания на CORR-стойкость этого не показывают.
Для деталей вращения (валы, диски) этот сплав не всегда подходит - при высоких окружных скоростях начинается деформационное старение. Максимальная твердость после наклепа не должна превышать 380 HB.
В криогенных применениях ниже -50°C требуется особый контроль ударной вязкости. Дуплексные стали склонны к хладноломкости, хотя для S32750 этот порог смещен до -80°C при правильной термообработке.
Экономические аспекты использования
Стоимость жизненного цикла часто оказывается важнее первоначальной цены. При правильной эксплуатации плиты S32750 служат до 25 лет в агрессивных средах, тогда как обычные нержавейки требуют замены уже через 5-7 лет.
Ремонтопригодность - ключевой фактор. Многие забывают, что после ремонтной сварки необходимо проводить полный цикл термической обработки, иначе коррозионная стойкость не восстанавливается.
Утилизация - отдельная тема. Лом дуплексных сталей принимают по повышенным ценам, но только при условии четкой сепарации от других марок стали. JN Special Alloy Technology иногда организует выкуп отработанных материалов - удобно для крупных проектов.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из монеля 400
Поковки из монеля 400 -
 Труба из нержавеющей стали 347
Труба из нержавеющей стали 347 -
 Поковки из никель 200
Поковки из никель 200 -
 фланцы из нержавеющей стали 904L
фланцы из нержавеющей стали 904L -
 Фланец из сплава 20
Фланец из сплава 20 -
 Фланцы из нержавеющей стали 316LN
Фланцы из нержавеющей стали 316LN -
 Нержавеющая сталь 347H
Нержавеющая сталь 347H -
 Пластина из нержавеющей стали AL6XN
Пластина из нержавеющей стали AL6XN -
 Фланцы из нержавеющей стали AL6XN
Фланцы из нержавеющей стали AL6XN -
 Поковки из нержавеющей стали 347
Поковки из нержавеющей стали 347 -
 Монель 400
Монель 400 -
 Пластина из хастеллоя C22
Пластина из хастеллоя C22









