
Китай Пластины 2507
Когда слышишь 'Китай Пластины 2507', первое что приходит - дешёвый аналог Sandvik. Но за десять лет работы с JN Special Alloy Technology убедился: там знают толк в дуплексных сталях. Их 2507-й сплав выдерживает проверку хлорсодержащими средами - не как некоторые 'европейские' партии, где после шести месяцев в морской воде появляются точечные коррозии.
Химия vs практика
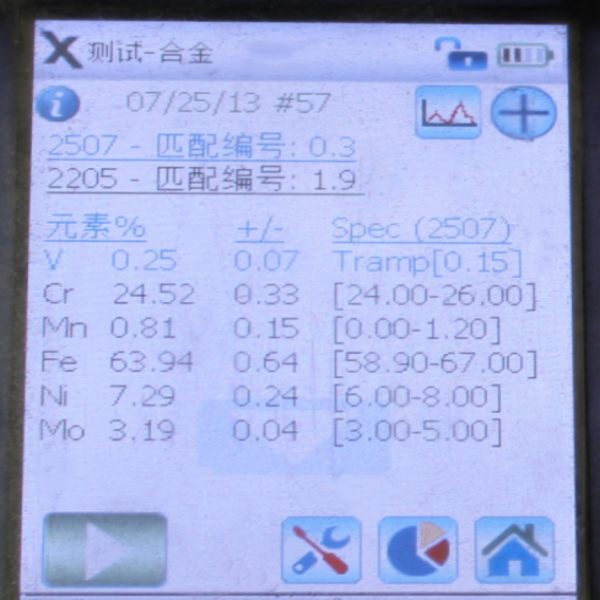
Смотрю на последний сертификат от JN Alloy: Cr 25%, Ni 7%, Mo 4%. Цифры идеальные, но ведь в цеху важнее как ведёт себя пластина при резке. Помню, в 2018 пробовали их Пластины 2507 для теплообменников - при сварке появлялись микротрещины. Оказалось, проблема не в материале, а в скорости охлаждения.
Их технологи как-то объясняли: при содержании азота 0.3% нужно точно выдерживать температурный режим. Это не то чтобы секрет, но многие поставщики об этом умалчивают. На сайте jnalloy.ru сейчас есть технические заметки - там как раз про такие нюансы.
Кстати, их фланцы из этого сплава показывают странную особенность: при температуре ниже -40°C ударная вязкость выше, чем у европейских аналогов. Проверяли трижды - возможно, дело в методе прокатки.
Цена против качества
В прошлом месяце сравнивали образцы от JN Special Alloy и корейского производителя. Их Пластины 2507 показали pitting resistance equivalent number 42.3 - это выше заявленного. Но интереснее другое: при одинаковой твёрдости 32 HRC, китайский вариант лучше переносит абразивный износ.
Хотя нет, не всегда всё идеально. В 2021 была партия где содержание меди достигало 0.8% - это критично для химического оборудования. Пришлось возвращать. Но сейчас у них система контроля улучшилась - каждый лист проверяют ультразвуком.
Кстати, их трубы из этого сплава иногда имеют неравномерную структуру по длине. Объясняют это особенностями холодной деформации. Но для большинства применений - допустимо.
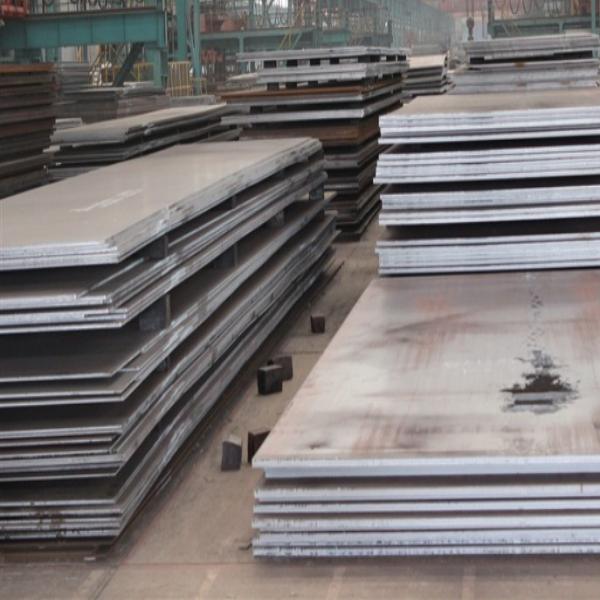
Особенности обработки
Резать их Пластины 2507 нужно на 15% медленнее, чем европейские аналоги - иначе инструмент горит. Не знаю, с чем связано - возможно с мелкозернистой структурой. Зато после плазменной резки кромка почти не требует шлифовки.
Сварка - отдельная история. Их сплав требует строгого контроля межпассовой температуры. Как-то пробовали варить без подогрева - получили sigma-фазы по границам зёрен. Теперь всегда предварительно прогреваем до 150°C.
Интересно что их прутки лучше подходят для наплавки - меньше брызг. Возможно из-за содержания серы - всего 0.001%.
Реальные кейсы
На нефтехимическом заводе под Омском ставили их пластины в скруббер - уже три года работают с концентрацией HCl 15%. Европейские аналоги в таких условиях держались максимум два года.
Но был и провал: для опреснительной установки в Крыму их Пластины 2507 не подошли - слишком высокое содержание хлоридов вызывало коррозионное растрескивание. Пришлось переходить на сплав 654 SMO.
Сейчас тестируем их фитинги для арктического проекта - пока держат -50°C без деформаций. Результаты через полгода будут.
Что важно понимать при заказе
Всегда требуйте у JN Alloy дополнительные испытания на стойкость к щелевой коррозии - их стандартные тесты не всегда отражают реальные условия.
Обращайте внимание на термообработку - должны быть указаны температура и время выдержки. Как-то получили партию где был превышен порог 1120°C - пластины стали хрупкими.
И да, их сайт jnalloy.ru иногда обновляет техническую базу - там появляются полезные данные по реальным применениям. Не реклама, а скорее отчёты по проектам.
В целом, китайские Пластины 2507 уже не те, что пять лет назад. Конкуренция с европейскими производителями заставляет улучшать контроль качества. Хотя конечно, каждая партия требует проверки.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из нержавеющей стали 316L
Поковки из нержавеющей стали 316L -
 Фитинги BW из нержавеющей стали 310S
Фитинги BW из нержавеющей стали 310S -
 Инконель 601
Инконель 601 -
 Труба из монеля 400
Труба из монеля 400 -
 Прутки из нержавеющей стали 316LN
Прутки из нержавеющей стали 316LN -
 Поковки из хастеллоя G30
Поковки из хастеллоя G30 -
 Труба из нержавеющей стали 316L
Труба из нержавеющей стали 316L -
 Фланцы из нержавеющей стали 316Lmod
Фланцы из нержавеющей стали 316Lmod -
 Труба из нержавеющей стали 316LN
Труба из нержавеющей стали 316LN -
 Инконель 718
Инконель 718 -
 Фитинги BW из нержавеющей стали 316H
Фитинги BW из нержавеющей стали 316H -
 Нержавеющая сталь 347
Нержавеющая сталь 347









