
Китай Пластины S32750
Когда говорят про китайский S32750, сразу вспоминаются те самые случаи с межкристаллитной коррозией в задвижках для шельфовых платформ – казалось бы, химический состав в норме, а на торце пластин появляется та самая 'сетка'.
Химические особенности и частые ошибки
Вот этот момент с содержанием молибдена – многие заказчики до сих пор считают, что главное выдержать 3.0-3.5%, а на самом деле критично именно соотношение с азотом. Помню, в 2019 году пришлось забраковать целую партию от поставщика из Цзянсу, где при формальном соответствии стандарту Mo был на нижнем пределе, а N – на верхнем.
Термообработка – отдельная история. Особенно с охлаждением после 1080°C – если в печи есть застойные зоны, потом в угловых швах появляются те самые ферритные полосы. Один раз видел, как на судоремонтном заводе во Владивостоке при сварке переходных зон между пластинами S32750 и обычной нержавейкой пошла трещина именно по границе термовоздействия.
Кстати, про российские сертификаты – у JN Special Alloy Technology вроде бы были нормальные сертификаты на S32750, но в прошлом году один из наших инженеров обнаружил расхождения в протоколах UT при поставке фланцев для Арктик СПГ. Оказалось, дело было в калибровке дефектоскопа, но осадок остался.
Практика механической обработки
С резкой – если использовать абразивные диски для обычных нержавеющих сталей, в зоне реза потом обязательно проявится выкрашивание кромки. Мы сейчас для пластин S32750 только плазменную резку с водяным охлаждением применяем, хотя изначально пробовали лазер – дорого, а при толщинах от 40 мм всё равно дает конусность.
Фрезеровка торцев – здесь важно не скорость подачи, а геометрия пластины. Как-то раз на заказ для химического реактора пришлось переделывать всю оснастку, потому что стандартные твердосплавные пластины давали наклеп на поверхности. Пришлось заказывать специальные с PVD-покрытием из Германии, но это уже совсем другая цена.
Шлифовка – многие недооценивают важность чистоты абразива. Видел как на одном из машиностроительных заводов в Татарстане использовали круги, которые ранее применялись для углеродистых сталей. Результат – микрочастицы железа в поверхностном слое, и через полгода в среде с хлоридами появились рыжие подтеки.
Контроль качества и сертификация
С ультразвуковым контролем – здесь китайские производители часто экономят на калибровочных образцах. У JN Alloy вроде бы нормальная база, но в прошлом году при приемке партии для буровых платформ обнаружили, что чувствительность настройки не соответствует заявленной в сертификате. Пришлось перепроверять на стенде в ЦНИИ КМ 'Прометей'.
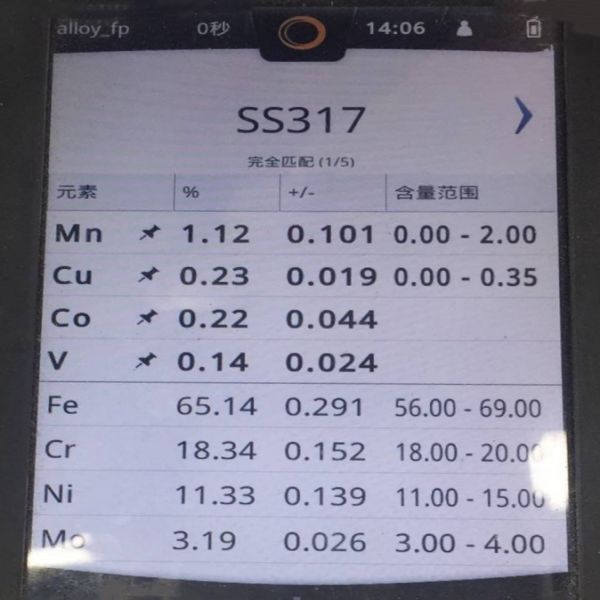
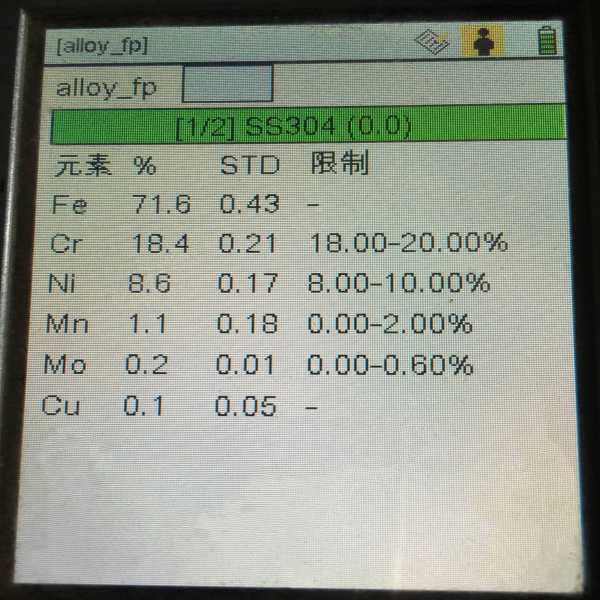
Рентгеноспектральный анализ – критически важный момент с содержанием вольфрама. В некоторых китайских марках бывает до 0.3% W, что формально не запрещено, но может влиять на стойкость к точечной коррозии в сероводородных средах. Особенно для шельфовых месторождений.
Испытания на ударную вязкость при -46° – здесь часто бывают расхождения между заводскими протоколами и независимыми испытаниями. Заметил, что у JN Special Alloy Technology результаты обычно стабильнее, чем у других поставщиков из Шаньдуна, но всё равно каждый раз требуем проведения испытаний при нас.
Специфика поставок и логистики
С толщинами – стандартные 6-80 мм обычно есть в наличии, а вот для заказных толщин типа 42 мм или 67 мм сроки могут растягиваться до 3 месяцев. Особенно если нужна термообработка под конкретное давление.
Упаковка – отдельная головная боль. Один раз получили партию, где между пластинами не было защитной бумаги – в результате при транспортировке появились царапины глубиной до 0.3 мм. Пришлось отправлять на дополнительную шлифовку уже здесь, в России.
Маркировка – важно проверять не только на наличие, но и стойкость. Были случаи, когда лазерная маркировка стиралась при транспортировке, и потом приходилось восстанавливать историю партии по сопроводительным документам.
Применение в конкретных отраслях
Для нефтехимии – здесь главное сопротивление сероводородному растрескиванию. Помню проект для установки гидроочистки, где по спецификации требовалось испытание в растворе NACE TM0177 – с этим у китайских поставщиков обычно проблем нет, но нужно дополнительно проверять условия термообработки.
В опреснительных установках – важна стойкость к щелевой коррозии. Как-то пришлось заменять пластины из 904L на S32750 после того, как в теплообменниках для ОАЭ появились течи именно в зазорах между трубными досками.
Для морской техники – особенно важно содержание хлоридов в охлаждающей воде. На одном из буровых судов пришлось полностью менять пластины теплообменников после того, как выяснилось, что в системе охлаждения используется забортная вода с Баренцева моря без должной подготовки.
Техническая поддержка и документация
С сертификатами – у JN Special Alloy Technology обычно полный пакет документов, включая трекинг химического состава для каждой плавки. Но один раз столкнулся с тем, что в сертификате на русском языке были неточности в переводе терминов по термообработке.
Консультации по применению – здесь китайские инженеры иногда перестраховываются, давая слишком консервативные рекомендации по допустимым средам. Приходится сверяться с европейскими базами данных по коррозионной стойкости.
Обновления стандартов – важно отслеживать изменения в ASTM A240 и EN 10088. Особенно после пересмотра в 2022 году требований к контролю структуры после травления.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги BW из нержавеющей стали 316Ti
Фитинги BW из нержавеющей стали 316Ti -
 Труба из нержавеющей стали 347H
Труба из нержавеющей стали 347H -
 Фитинги BW из монель K500
Фитинги BW из монель K500 -
 Пластина из монеля 400
Пластина из монеля 400 -
 Монель K500
Монель K500 -
 Фитинги BW из инконеля 600
Фитинги BW из инконеля 600 -
 Поковки из нержавеющей стали 316
Поковки из нержавеющей стали 316 -
 Пластина из нержавеющей стали 317
Пластина из нержавеющей стали 317 -
 Поковки из нержавеющей стали 316Ti
Поковки из нержавеющей стали 316Ti -
 Труба из нержавеющей стали 317
Труба из нержавеющей стали 317 -
 Нержавеющая сталь 304
Нержавеющая сталь 304 -
 Фитинги BW из монель 400
Фитинги BW из монель 400
Связанный поиск
Связанный поиск- 347 Стальная плита из нержавеющей стали
- Фланец 2205
- Китай 317L Стальная труба из нержавеющей стали завод
- плиты A240 завод
- 316L Трубопроводная арматура из нержавеющей стали
- Китай 316LMOD Стальная труба из нержавеющей стали цена
- Китай 321H Стальная труба из нержавеющей стали Поставщик
- сертификат плиты 2205
- дешево Пластины 254SMO
- переход сталь 12х18н10т









