
купить Пластины 904L
Когда ищешь купить Пластины 904L, часто сталкиваешься с тем, что поставщики путают её с обычной нержавейкой. На деле это сплав на никелевой основе с медью и молибденом, где главное — устойчивость к хлоридам и серной кислоте. Мы в JN Special Alloy Technology Co., Ltd. через https://www.jnalloy.ru поставляем именно такие пластины, но видели случаи, когда клиенты покупали подделку и теряли оборудование.
Особенности структуры 904L
Если разрезать пластину, видно мелкозернистую структуру — это результат контролируемой прокатки. Крупные зёрна снижают стойкость к точечной коррозии, особенно в морской воде. Один химический комбинат заказал у нас партию для теплообменников, и мы настояли на проверке зерна по ASTM E112. Позже выяснилось, что у конкурента пластины с перегревом дали трещины через полгода.
Толщина тоже играет роль. Например, для футеровки реакторов лучше 8-12 мм, но не 6 мм — иначе прогиб под нагрузкой. Как-то поставили пластины 6 мм для кислотного бака, и через месяц появились деформации. Пришлось переделывать с усилением рёбрами жёсткости.
Поверхность должна быть 2B или полированной, но не шлифованной абразивами — царапины становятся очагами коррозии. Мы тестировали образцы в 5% растворе HCl: на полированных участках следов нет, на шлифованных — точечные поражения.
Критерии выбора поставщика
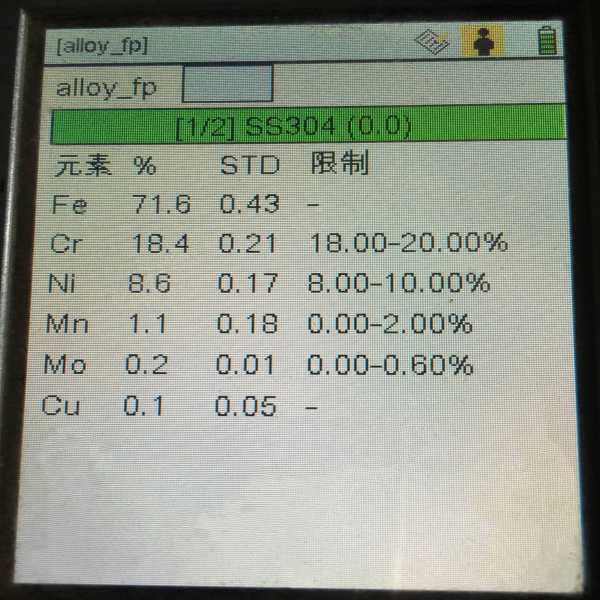
Сертификаты EN 10204 3.1 — обязательный минимум. Но мы в JN Alloy дополнительно делаем рентгенофлуоресцентный анализ каждой платины. Помню, на стройке в Сочи отказались от партии из-за расхождения по молибдену: в сертификате было 4.5%, а по факту — 4.1%. Разница кажется небольшой, но для работы с хлорсодержащими средами это критично.
Геометрия — часто упускаемый момент. Пластины должны быть ровными, без серповидности. Для резки лучше использовать плазму с азотом, а не абразивные диски. Один завод купил пластины у неизвестного поставщика, при резке появились побежалости — в этих зонах сплав терял свойства.
Упаковка — кажется мелочью, но если пластины перевозить без прокладок из EVA-пены, на кромках появятся задиры. Мы используем деревянные паллеты с влагопоглотителями, особенно для морских перевозок.
Типичные ошибки при обработке
Сварка — самое слабое место. Нужно брать электроды E385 или аналоги, но не 316L — будет гальваническая пара. Как-то наблюдал, как сварщик варил пластины 904L проволокой от 321 — шов потрескался за неделю в среде уксусной кислоты.
Механическая обработка требует медленных скоростей резания. Если подача слишком высокая, сплав наклёпывается и инструмент горит. Рекомендую твердосплавные фрезы с СОЖ на основе эмульсолов.
Гибка под углом — радиус должен быть не менее 3t, иначе в зоне изгиба появляются микротрещины. Проверяли ультразвуком после гибки под 2t — дефекты видны чётко.
Практические кейсы применения
Для морских платформ берут пластины толщиной 15-20 мм с дополнительной пассивацией. Мы поставляли такие для буровой установки в Каспийском море — через 3 года инспекция показала полное отсутствие коррозии.
В фармацевтике важна чистота поверхности. Один биотехнологический завод заказал у нас зеркальные пластины для ферментеров — требовалась электрополировка после механической обработки. Использовали раствор ортофосфорной кислоты с точным контролем температуры.
Для дымоудаления в тоннелях — там есть сернистые газы — брали пластины 8 мм с перфорацией. Важно было сделать отверстия без заусенцев, использовали лазерную резку с азотной обдувкой.
Сравнение с альтернативами
Иногда предлагают дуплекс 2205 вместо 904L — но для серной кислоты выше 40% это не подходит. Дуплекс дешевле, но в окислительных средах 904L показывает в 2-3 раза больший срок службы.
Hastelloy C-276 — дороже, но для температур выше 100°C в присутствии ионов хлора он выигрывает. Мы обычно советуем клиентам делать тестовые образцы — помещать в рабочую среду на 2-3 недели.
Inconel 625 — хорош для высоких температур, но не для кислотных сред с примесями. Был случай на целлюлозном заводе: поставили Inconel вместо 904L, и через месяц появились коррозионные раковины.
Логистика и хранение
Пластины 904L чувствительны к хлоридам — даже отпечатки пальцев могут запустить процесс коррозии. Мы храним их в отдельном складе с контролем влажности, перед отгрузкой обязательно обезжириваем.
Для международных поставок используем контейнеры с влагопоглотителями — норма 200 г на м3. Однажды пренебрегли этим при отправке в ОАЭ — на поверхности появились пятна, пришлось делать повторную полировку.
Маркировка — наносим лазером на торец, чтобы не повредить поверхность. Раньше использовали чернила, но в агрессивных средах они стирались.
Экономические аспекты
Цена за кг 904L в 2-3 раза выше, чем у 316L, но если считать стоимость жизненного цикла — выгоднее. Для кислотного оборудования замена стенки каждые 2 года против 10 лет у 904L.
Оптимально заказывать пластины сразу на весь проект — так можно получить скидку 10-15%. Мы в JN Alloy даём дополнительную обработку кромок в подарок при крупных заказах.
Лом 904L хорошо принимают — можно вернуть до 40% стоимости. Главное — не смешивать с другими сплавами при сборе отходов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Труба из инколоя 800HT
Труба из инколоя 800HT -
 Труба из хастеллоя B3
Труба из хастеллоя B3 -
 Пластина из инконеля 718
Пластина из инконеля 718 -
 Пластина из инконеля 625
Пластина из инконеля 625 -
 Прутки из нержавеющей стали 316L
Прутки из нержавеющей стали 316L -
 Труба из нержавеющей стали 304
Труба из нержавеющей стали 304 -
 Пластина из хастеллоя B2
Пластина из хастеллоя B2 -
 Пластина из хастеллоя B3
Пластина из хастеллоя B3 -
 Поковки из нержавеющей стали 17-4PH
Поковки из нержавеющей стали 17-4PH -
 Фитинги BW из дуплексной стали S32205
Фитинги BW из дуплексной стали S32205 -
 Фланцы из нержавеющей стали 316Ti
Фланцы из нержавеющей стали 316Ti -
 Труба из нержавеющей стали 347
Труба из нержавеющей стали 347









