
купить Пластины S32205
Когда ищешь купить Пластины S32205, кажется, что всё просто — дуплексная нержавейка, два класса в одном, но на деле половина поставщиков путает термообработку и контроль содержания азота. Сам годами работаю с трубками и фланцами из сплавов, и скажу: если видишь S32205 по цене обычной 316-й, беги — там либо подделка, либо брак по границам зерен.
Почему S32205 — не просто 'удвоенная нержавейка'
Многие ошибочно думают, что S32205 — это две марки в одной, типа 304 и 316 вместе. На деле соотношение аустенита и феррита должно быть строго 50/50, иначе трещины по сварным швам неизбежны. Как-то закупили партию у непроверенного поставщика — вроде бы химия по сертификату сходилась, но после плазменной резки по краям пошли микротрещины. Лаборатория показала: феррита 65%, азот на нижнем пределе.
Кислород в процессе выплавки — отдельная головная боль. Видел, как на одном производстве прокатные валки не успевали охлаждать, и пластины шли с окалиной, которую потом пытались снять травлением. Результат — неравномерная коррозия в хлоридных средах.
Сейчас всегда требую протоколы ультразвукового контроля именно по торцам — именно там чаще всего вылезают проблемы с однородностью структуры.
Где подвох при заказе дуплексных пластин
Толщина — первый обман. Заказываешь 12 мм, приходит 11,8 — вроде мелочь, но для давления свыше 40 бар это уже несоответствие. Особенно критично для фланцевых соединений, где прокладки должны садиться идеально.
Поставщики любят 'забывать' про механические свойства при повышенных температурах. S32205 держит прочность до 300°C, но если в процессе прокатки перегрели — уже при 250 начинается охрупчивание. Проверял на образцах от JN Alloy — там хоть в сертификатах честно пишут условия термообработки: °C с водяным охлаждением.
Маркировка — отдельная история. Надежные производители типа JN Special Alloy Technology штампуют номер плавки на каждом листе, а не на этикетке, которую можно отклеить. Мелочь, но когда идет приемка на объекте, экономит часы.
Практика сварки — что не пишут в учебниках
С дуплексными сталями главное — не скорость сварки, а контроль межпассовой температуры. Держишь 100-150°C — получаешь красивый шов, перегрел до 180 — феррита уже 80%. Сам видел, как на монтаже морской платформы швы после аргонодуговой сварки пошли пятнами именно из-за нарушения теплового режима.
Присадочные материалы — отдельная тема. Для S32205 нужен точно соответствующий по химсоставу, иначе в зоне сплавления образуются карбиды. Как-то пробовали экономить на проволоке — через полгода теплообменник потек именно по сварным соединениям.
Газозащитная среда должна содержать не более 0,01% кислорода — это строже, чем для обычных нержавеек. Некоторые сварщики пренебрегают — потом удивляются пористости швов.
Реальные кейсы применения
На химическом заводе под Уфой ставили пластины S32205 в скруббер для сернокислотных паров. Отработали 8 лет вместо плановых 5 — но только потому, что изначально взяли с запасом по толщине 16 мм вместо стандартных 12.
В опреснительной установке в Сочи ошиблись с пассивацией — использовали азотную кислоту без ингибиторов. Результат — точечная коррозия в зазорах между пластинами. Пришлось полностью перебирать модуль.
Для морской воды S32205 работает отлично, но только при правильной полировке поверхности. Шероховатость Ra не более 0,8 мкм, иначе биобрастание и щелевая коррозия неизбежны.
С чем сочетать и чего избегать
Фланцы из дуплексной стали лучше брать цельнокованые, а не штампованные — у последних часто неоднородность в зоне перехода от ступицы к диску. В JN Alloy как раз делают акцент на кованых заготовках, что видно по каталогу на jnalloy.ru.
Крепеж — только аналогичного класса, нельзя экономить на болтах. Видел случаи, когда пластины S32205 соединяли болтами из 316-й стали — через год в резьбовых соединениях началась гальваническая коррозия.
При контакте с медными сплавами нужна изоляция — даже влаги из воздуха достаточно для образования гальванической пары. В теплообменниках часто ставят тефлоновые прокладки именно по этой причине.
Что проверять при приемке
Обязательно — ультразвуковой контроль не менее 10% партии. Особое внимание — зонам в 50 мм от кромок, там чаще всего дефекты прокатки.
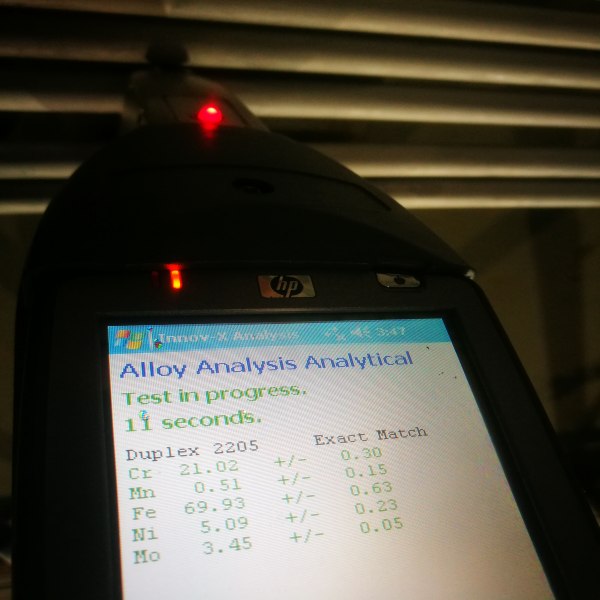
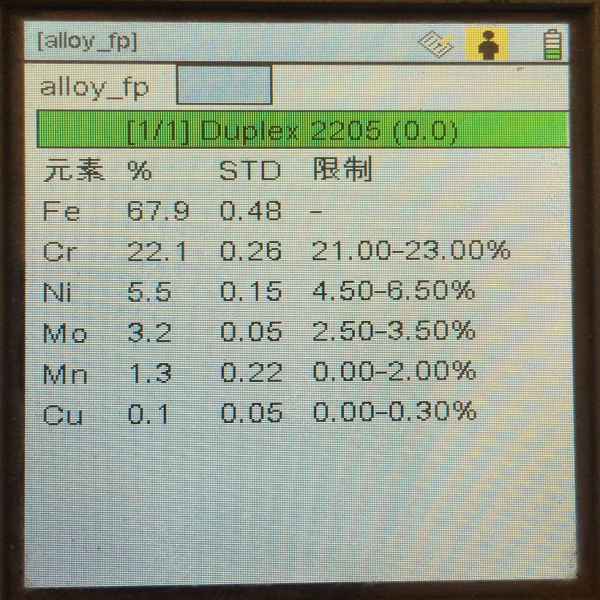
Химический анализ выборочно — хотя бы на азот и молибден. Некоторые 'умельцы' выдают 2205 за 32205, экономя на легировании.
Твердость по Бринеллю — если выше 290 HB, значит, нарушен режим термообработки. Такие пластины будут плохо поддаваться механической обработке.
Микроструктуру — хотя бы один образец на партию. Феррит должен быть равномерно распределен в аустенитной матрице, без выделений по границам зерен.
Выводы для практиков
Купить Пластины S32205 — только полдела. Главное — понимать, где их реально применять, а где проще взять супердуплекс или обычную нержавейку. Для умеренно агрессивных сред с хлоридами — идеально, для концентрированных кислот — уже нет.
Сейчас чаще заказываю через специализированных поставщиков типа JN Special Alloy Technology — у них в каталоге есть не только пластины, но и все сопутствующие элементы: трубы, прутки, фитинги. Это удобно для комплексных проектов.
Важно смотреть, чтобы производитель указывал не только химсостав, но и условия термообработки для каждой партии — это признак серьезного подхода. Как раз на jnalloy.ru в описаниях товаров вижу такие данные, что редкость для российского рынка.
И последнее: никогда не берите S32205 'с колес' — только под конкретный проект с полным комплектом документов. Сэкономленные два дня на поставке могут обернуться месяцами простоя оборудования.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
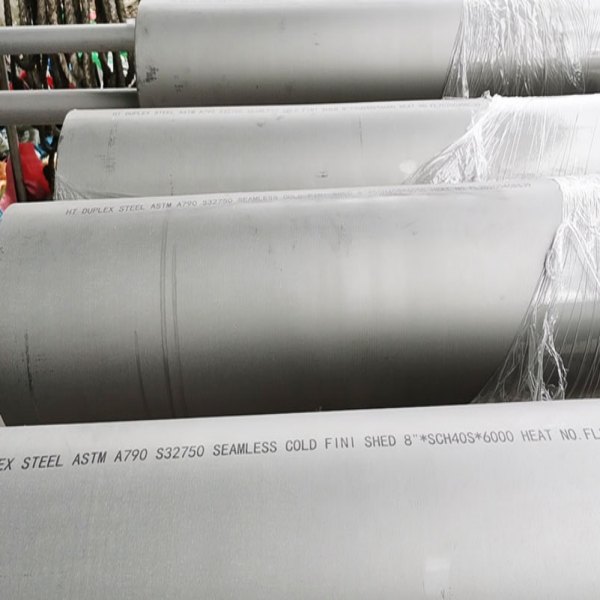
 Труба из дуплексной стали S32205
Труба из дуплексной стали S32205 -
 Труба из супердуплексная сталь S32750
Труба из супердуплексная сталь S32750 -
 Поковки из инконеля 625
Поковки из инконеля 625 -
 Поковки из нержавеющей стали 316Lmod
Поковки из нержавеющей стали 316Lmod -
 Фланец из инконеля 601
Фланец из инконеля 601 -
 Фланец из инконеля 625
Фланец из инконеля 625 -
 Прутки из инконеля 601
Прутки из инконеля 601 -
 Фланцы из нержавеющей стали 316L
Фланцы из нержавеющей стали 316L -
 Фланцы из нержавеющей стали 316LN
Фланцы из нержавеющей стали 316LN -
 Труба из нержавеющей стали 316H
Труба из нержавеющей стали 316H -
 Дуплексная сталь S32205
Дуплексная сталь S32205 -
 Труба из хастеллоя X
Труба из хастеллоя X









