
купить плиты 2507
Когда ищешь купить плиты 2507, многие ошибочно думают, что это просто 'улучшенная нержавейка'. На деле дуплексная сталь 2507 — это отдельная категория материалов, где баланс аустенита и феррита критичен. Помню, как на одном из химических заводов под Самарой заказчик купил партию с неправильной термообработкой — через полгода трещины по сварным швам пошли. Именно тогда я окончательно понял: с 2507 мелочей не бывает.
Ключевые параметры при заказе плит 2507
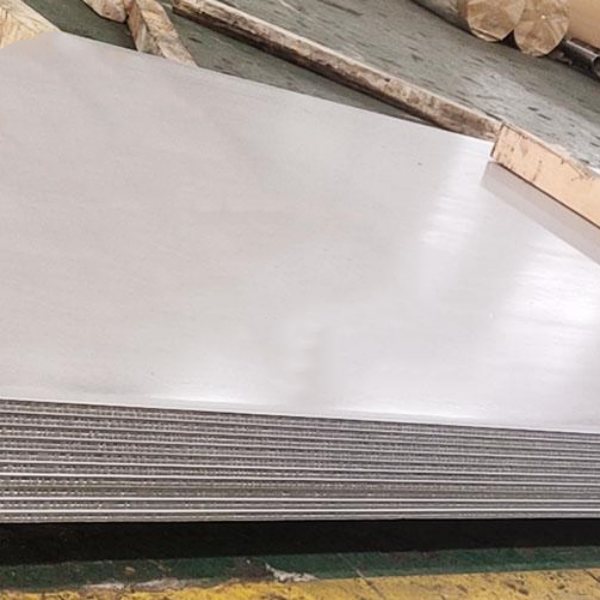
Толщина — первый камень преткновения. Стандартные 8-40 мм часто есть в наличии, но для резервуаров высокого давления мы брали 60 мм — пришлось ждать прокатки 3 недели. Важно смотреть не только на сертификаты, но и на реальную микроструктуру. Как-то получили партию с 15% феррита вместо положенных 40-45% — видимо, нарушили режим охлаждения.
Поверхность — отдельная история. Для пищевки нужна полировка до Ra 0.8 мкм, а для морской воды достаточно 2B. Но если экономить на травлении, потом пятна окислов проявляются. Проверял на объекте в Сочи: плиты без пассивации начали точечную коррозию давать уже через 4 месяца.
Геометрия — то, что часто упускают. Допуск по плоскостности для штамповочных прессов должен быть не более 2 мм/м, иначе прижимные плиты искривляет. В прошлом году пришлось резать на полосы цельный лист 12х1500х6000 — производитель сэкономил на правке.
Практические кейсы применения
На нефтехимическом комбинате под Омском ставили плиты 2507 толщиной 32 мм для теплообменников. Работают в среде с сероводородом 5000 ppm — за 3 года только поверхностные следы. Но важно было соблюсти межпроходную температуру при сварке — не более 150°C, иначе хрупкость появляется.
Для опреснительных установок в Крыму брали калиброванные плиты 20 мм. Особенность — требовалась ультразвуковая дефектоскопия каждого листа. Обнаружили расслоение в 5% партии — хорошо, что проверили до монтажа.
Интересный случай был с лазерной резкой. Заказали плиты 16 мм для фланцев, но резак 'не брал' — оказалось, производитель добавил слишком много меди для улучшения обрабатываемости. Пришлось менять технологию на плазменную резку с водой.
Типичные ошибки при выборе поставщика
Гонка за низкой ценой — бич рынка. В 2022 году брали 'бюджетные' плиты 2507 у непроверенного поставщика — в сертификатах стоял правильный химический состав, а реально содержание молибдена было 2.8% вместо 3.5%. Выявили только при спектральном анализе в лаборатории.
Отсутствие тестовых образцов — красный флаг. Нормальные производители всегда дают образцы для испытаний. Мы тестируем на стойкость к pitting corrosion в хлоридах — если CPT меньше 35°C, бракуем всю партию.
Сроки поставки — отдельная головная боль. Критично когда обещают 2 недели, а потом переносят на месяц из-за 'задержки с прокатным станом'. Теперь работаем только с теми, кто имеет стабильное производство — например, через JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru), где есть собственные мощности по горячей прокатке.
Нюансы обработки и монтажа
Сварка — самый сложный этап. Проверенная схема: корневой шов — TIG с проволокой 2594, заполнение — 2209. Но важно не перегревать — на многослойных швах температура между проходами должна контролироваться пирометром. Как-то видел, как сварщики для 'ускорения' игнорировали это правило — получили сетку трещин в ЗТВ.
Механическая обработка требует специального инструмента. Для фрезеровки берем твердосплавные фрезы с TiCN покрытием, скорость резания не более 80 м/мин. Обычная быстрорежущая сталь просто сгорает за 10 минут работы.
Гибка — только горячая, при 950-1100°C. Пробовали холодную гибку на листогибе — пошли микротрещины по линии сгиба. Пришлось вырезать дефектный участок и делать сварной переход.
Альтернативы и экономические аспекты
Иногда выгоднее брать 2205 — если концентрация хлоридов ниже 1000 ppm. Но при температуре выше 60°C уже нужен именно 2507. Считаем всегда не стоимость материала, а стоимость жизненного цикла. На 10 лет эксплуатации 2507 дает экономию 30-40% за счет отсутствия замены.
Лом — важный фактор. Сдаем обрезки только сертифицированным приемщикам — чтобы не попали в переплавку для пищевого оборудования. Цена лома 2507 почти вдвое выше чем 304-й стали.
Сезонные колебания цен — заметил закономерность: весной цены растут из-за активности нефтегазового сектора. Лучшее время для закупок — конец лета, когда крупные проекты уже запущены.
Перспективы материала на рынке
Спрос растет на 12-15% ежегодно, особенно в ВИЭ и опреснении. Но появляются и подделки — например, маркируют 2205 как 2507. Научились определять по магнитным свойствам: у 2507 магнитная проницаемость 1,1-1,3 против 1,5-1,7 у 2205.
Тенденция к тонким плитам — сейчас часто запрашивают 3-6 мм для легких конструкций. Но с прокаткой таких толщин из дуплексной стали есть технологические сложности — риск расслоения.
У JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru) интересная позиция — они поставляют не только плиты 2507, но и полный комплект сопутствующих изделий: трубы, прутки, фланцы. Это удобно для комплексных проектов — вся документация и сертификация от одного поставщика.
В целом, рынок стабилизируется после скачка 2022 года. Качественные материалы стали доступнее, но требования к проверке ужесточились. Теперь без полного пакета испытаний даже не рассматриваем варианты — слишком дороги ошибки.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из хастеллоя C4
Поковки из хастеллоя C4 -
 Труба из нержавеющей стали 321
Труба из нержавеющей стали 321 -
 Инколой 800HT
Инколой 800HT -
 Прутки из хастеллоя X
Прутки из хастеллоя X -
 Поковки из инколоя 800
Поковки из инколоя 800 -
Стальная труба из супердуплексной стали
-
 Поковки из нержавеющей стали 316H
Поковки из нержавеющей стали 316H -
 Хастеллой G30
Хастеллой G30 -
 Фитинги BW из сплав 20
Фитинги BW из сплав 20 -
 Пластина из нержавеющей стали 17-4PH
Пластина из нержавеющей стали 17-4PH -
 Пластина из сплава 31
Пластина из сплава 31 -
 Фланцы из нержавеющей стали 316
Фланцы из нержавеющей стали 316









