
купить ASTM A312
Когда ищешь купить ASTM A312, половина проблем начинается с непонимания, что за цифрами скрывается десяток марок стали и технологий обработки. Вижу постоянно, как заказчики платят за TP304, хотя по факту им хватило бы 304L — а разницу-то знают только те, кто уже горел на сварке или межкристаллитной коррозии.
Почему A312 — не просто 'труба нержавеющая'
Стандарт ASTM A312 покрывает бесшовные и сварные трубы из нержавеющей стали, но ключевое — он описывает не только размеры, но и химический состав, механические свойства, термообработку. Если взять, допустим, дуплексную сталь 2205 — там после сварки обязательна закалка 1040–1100°C, иначе феррит-аустенитная структура не восстановится. Я как-то видел партию от непроверенного поставщика, где пренебрегли термообработкой — трубы пошли трещинами через месяц работы в хлорсреде.
Ещё частый косяк — путаница между бесшовными (seamless) и сварными (welded). Для высоких давлений, конечно, бесшовные надёжнее, но если среда неагрессивная и бюджет ограничен, сварные трубы по A312 TP316L вполне выдерживают до 100 бар при грамотной проверке шва. Хотя лично я для химических заводов всегда настаиваю на бесшовных — переплата 20–30% того стоит.
Кстати, по поводу инспекции: если заказываешь ASTM A312, обязательно требуйте протоколы испытаний по разделу 7 стандарта — гидростатические испытания, анализ твёрдости, ультразвуковой контроль. Без этого даже сертификат Mill Certificate не гарантирует, что труба не лопнет при первом же скачке давления.
Особенности подбора марок для российских условий
У нас частенько закупают A312 TP321 для котельных и печных систем — и это разумно, ведь титан в составе даёт устойчивость к окалине до 800°C. Но вот что многие упускают: при длительном нагреве выше 500°C карбиды титана всё равно выпадают, только медленнее, чем у 304. Поэтому для пиролизных установок я бы рекомендовал либо 321H с углеродом повыше, либо вообще переходить на никелевые сплавы вроде Inconel 600 — да, дороже, но замена трубы каждые два года выйдет накладнее.
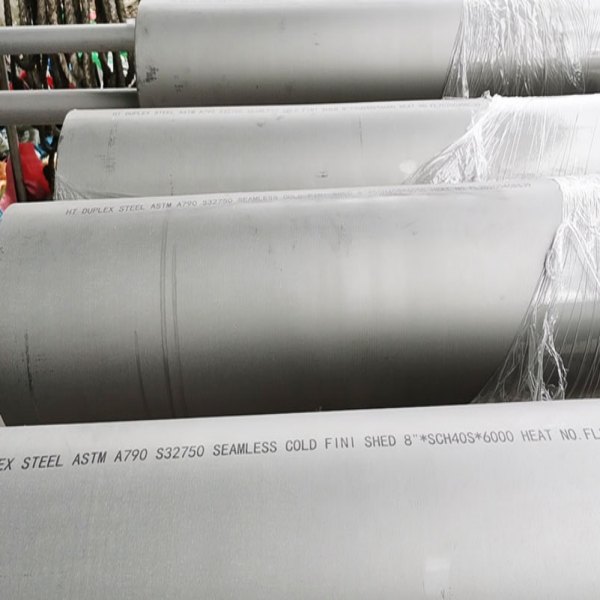
С дуплексными сталями типа 2205 тоже есть нюанс: они отлично работают в морской воде и хлоридных средах, но при температуре ниже -40°C ударная вязкость падает. Для арктических проектов это критично — приходится либо греть трассу, либо использовать сверхдуплексные марки вроде 2507, но их по A312 почти не найти, нужно заказывать по A790.
Кстати, о поставщиках: если нужно купить ASTM A312 с гарантией прослеживаемости, стоит обращаться к производителям, которые сами контролируют весь цикл — от плавки до резки. Например, JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru) поставляет не только трубы, но и плиты, прутки, фланцы из нержавеющих и никелевых сплавов — это удобно, когда нужна комплексная поставка для монтажа узла. У них же можно запросить Incoloy 825 или Hastelloy C276, если среда особо агрессивная.
Типичные ошибки при заказе и приёмке
Самая болезненная история — это когда трубы A312 приходят без маркировки лазером или краской. Приходится самому перепроверять спектрометром — а это задержки на объекте. Один раз получили партию '304', а по факту оказалась 201 — экономия поставщика на никеле чуть не привела к аварии на пищевом производстве.
Ещё важно следить за состоянием поверхности. Для пищевых и фармацевтических проектов требуется полировка до Ra ≤ 0.8 мкм, иначе в микротрещинах будут скапливаться бактерии. Но даже для химии шероховатость важна — например, в сернокислых средах гладкая поверхность дольше сопротивляется общей коррозии.
И никогда не экономьте на упаковке. Трубы A312 должны быть заглушены с двух сторон и упакованы в деревянные клети с влагопоглотителями — особенно это критично для морских перевозок. Видел, как партия труб 316L пролежала месяц в контейенте с конденсатом — результат: точечная коррозия по всей длине, пришлось пускать на неответственные конструкции.
Практические кейсы: от химии до энергетики
На одном из нефтехимических заводов под Уфой ставили трубы A312 TP347H для печей риформинга — рабочая температура 950°C. Через год осмотр показал, что трубы держатся, но в зонах термического влияния появились микротрещины. Разобрались — оказалось, проблема не в стали, а в том, что сварку вели без подогрева и последующего отпуска. Пришлось вырезать участки и переваривать с соблюдением WPS.
А вот для морской платформы в Охотском море заказывали A312 TP904L — дорого, но оправданно: хлориды + сероводород + высокое давление. Трубы отработали 5 лет без замены, хотя соседняя платформа с обычной 316L меняла участки каждые 2 года. Здесь главное было убедить заказчика, что первоначальные затраты окупятся за счёт сокращения простоев.
Иногда приходится комбинировать: например, для теплообменника основную часть делали из A312 TP304, а трубные доски — из дуплексной стали 2205. Такой гибридный подход позволяет снизить стоимость без потери надёжности, но требует точного расчёта электрохимической совместимости.
Где искать проверенных поставщиков
Сейчас много сайтов предлагают купить ASTM A312, но половина — перекупщики без собственных складов. Я всегда советую смотреть на ассортимент: если компания предлагает только трубы, но нет фланцев или фитингов — это тревожный знак. А вот если, как у JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru), в каталоге есть всё — от плит до фитингов из нержавеющих, дуплексных и никелевых сплавов — значит, вероятно, имеют дело непосредственно с метзаводами.
Обязательно запрашивайте TPI от третьей стороны — например, Bureau Veritas или SGS. Особенно если трубы идут на объекты с повышенными требованиями безопасности. Да, это удорожает закупку на 3–5%, но зато страхует от брака.
И последнее: не гонитесь за самой низкой ценой. Разница в 10–15% между поставщиками обычно объясняется либо толщиной стенки (некоторые грешат на минус-толерансе), либо отсутствием термообработки. Лучше переплатить, но быть уверенным, что труба не лопнет в самый неподходящий момент.
Соответствующая продукция
Соответствующая продукция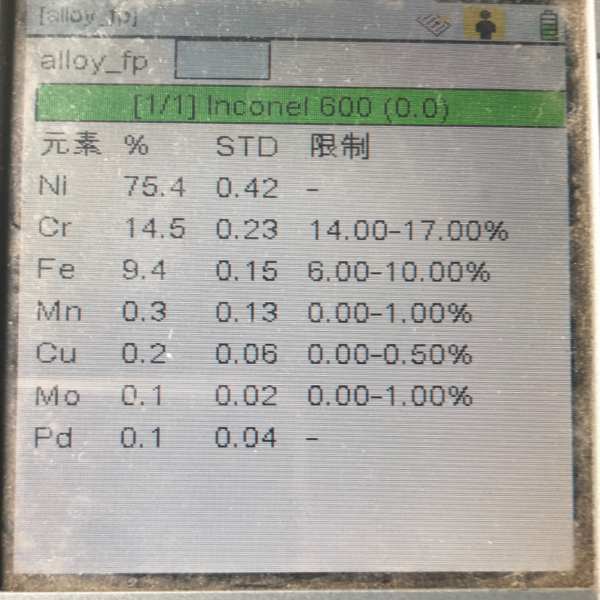





Самые продаваемые продукты
Самые продаваемые продукты-
Китай Трубопроводная арматура из инконеля заводы
-
 Поковки из нержавеющей стали 321H
Поковки из нержавеющей стали 321H -
 Прутки из хастеллоя X
Прутки из хастеллоя X -
 Труба из хастеллоя C4
Труба из хастеллоя C4 -
 Труба из хастеллоя G30
Труба из хастеллоя G30 -
 Нержавеющая сталь 316
Нержавеющая сталь 316 -
 Фитинги BW из никель 201
Фитинги BW из никель 201 -
 Прутки из нержавеющей стали AL6XN
Прутки из нержавеющей стали AL6XN -
 Фитинги BW из нержавеющей стали 321H
Фитинги BW из нержавеющей стали 321H -
 Труба из нержавеющей стали 316Lmod
Труба из нержавеющей стали 316Lmod -
 Труба из сплава 20
Труба из сплава 20 -
 Поковки из монеля 400
Поковки из монеля 400
Связанный поиск
Связанный поиск- OEM труба 904L
- самый лучший плиты 2507
- Круглый стержень из инконеля 718
- Фланец из супердуплексной стали
- Китай 321 Стальная труба из нержавеющей стали Поставщики
- S32750 Стальная плита из супердуплексной стали
- Кованая деталь из нержавеющей стали
- Китай 321 Стальная труба из нержавеющей стали заводы
- Стальная плита из хастеллойной стали G30
- Китай 304l Стальная труба из нержавеющей стали Поставщик









