
оптом Пластины 2507
Когда слышишь ?оптом Пластины 2507?, многие сразу думают о стандартных листах с завода — но на практике дуплексная сталь 2507 редко бывает ?просто пластиной?. В прошлом месяце пришлось разбирать партию, где клиент жаловался на трещины после плазменной резки. Оказалось, материал поставлялся с превышением содержания азота на 0.03% — мелочь, но для сварных конструкций в морской воде это критично.
Почему 2507 — не просто ?нержавейка?
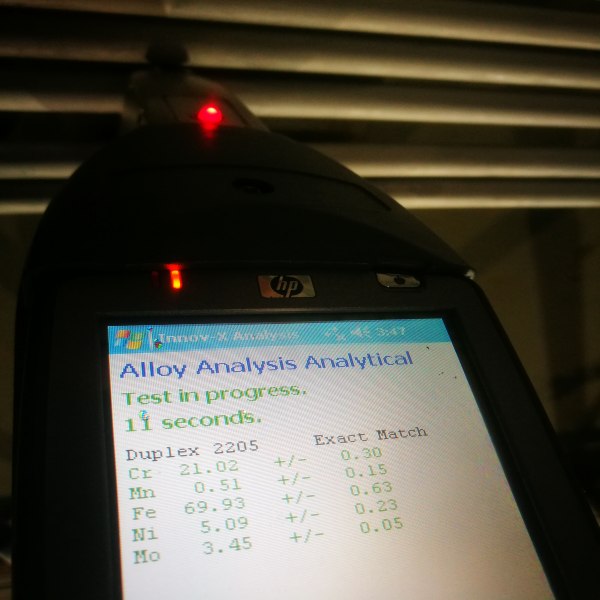
Дуплексная сталь 2507 часто воспринимается как улучшенная версия 2205, но это опасное упрощение. Например, в хлоридных средах при температуре выше 60°C разница в стойкости к точечной коррозии достигает 40%. На одном из объектов для теплообменников брали и 2205, и 2507 — через полгода первая потребовала замены, вторая работает до сих пор.
Ключевой момент — контроль структуры после термообработки. Идеальное соотношение феррита и аустенита 50/50 на практике встречается редко. В прошлом году проверяли партию от китайского производителя JN Special Alloy — соотношение было 45/55, но за счет точного контроля легирования pitting resistance equivalent number (PREN) держался на 42, что для большинства задач достаточно.
Кстати, о Пластины 2507 часто спрашивают с максимальной толщиной — стандартно ищем до 100 мм, но для спецзаказов JN Alloy Technology делали и 150 мм, правда, пришлось согласовывать увеличенное время охлаждения после горячей прокатки.
Ошибки при выборе поставщика
Сейчас много предложений от перекупцов, которые не понимают разницы между duplex и super duplex. Как-то взяли пробную партию у нового поставщика — в сертификате было указано ASTM A240, но при проверке содержание молибдена оказалось 2.8% вместо 3.5%. Для химического производства это означало бы ускоренную коррозию.
Поэтому теперь работаем напрямую с производителями типа JN Special Alloy Technology Co., Ltd. — их сайт https://www.jnalloy.ru удобен тем, что выкладывают актуальные сертификаты с результатами ультразвукового контроля для каждой платины. Кстати, они же поставляют не только Пластины 2507, но и готовые решения — фланцы под заказ, трубы с капиллярным контролем.
Важный нюанс: при заказе оптом всегда требуйте отчет о коррозионных испытаниях в конкретной среде. Мы для проекта в Каспийском море специально заказывали тесты в воде с повышенным содержанием H2S — JN Alloy предоставили данные за 3000 часов, что позволило оптимизировать толщину пластин и сэкономить 12% бюджета.
Практические сложности обработки
Механическая обработка 2507 требует особого подхода. Обычные твердосплавные пластины изнашиваются в 3 раза быстрее, чем с нержавейкой 316L. При фрезеровке пластин для нефтяных платформ перешли на поликристаллические алмазные инструменты — скорость резания пришлось снизить на 15%, но ресурс вырос в 5 раз.
Сварка — отдельная история. Для Пластины 2507 нельзя использовать стандартные присадочные материалы для дуплексных сталей. Как-то сэкономили на этом — взяли более дешевый аналог ER2209. Результат — межкристаллитная коррозия в зоне термического влияния через 4 месяца эксплуатации.
Теплообработка после сварки — часто упускаемый момент. Для ответственных конструкций рекомендуем локальный отпуск при 1100°C с последующим быстрым охлаждением. JN Alloy в таких случаях предоставляет технологические карты — у них на сайте есть раздел с рекомендациями по послесварочной обработке.
Нюансы контроля качества
Ультразвуковой контроль пластин — обязательная, но недостаточная процедура. Дополнительно требуем тесты на стойкость к щелевой коррозии по ASTM G48 — метод C. В прошлом квартале отказались от партии, где при нормальных результатах UT выявили снижение CPT на 8°C против заявленных 35°C.
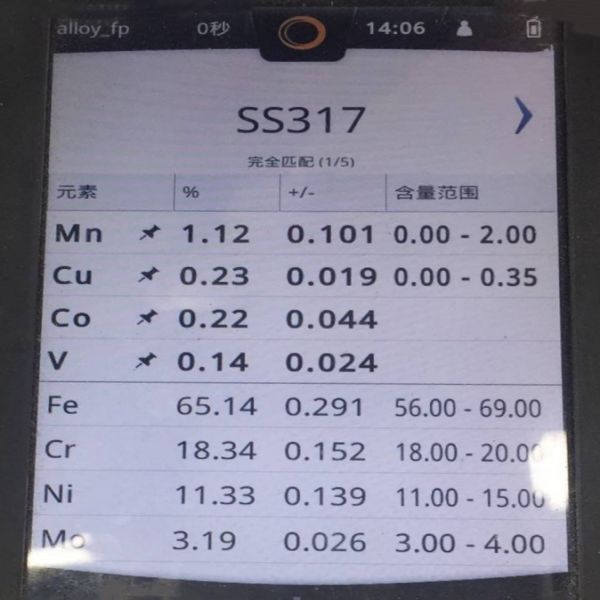
Химический состав — отдельная головная боль. Даже у проверенных поставщиков бывают отклонения по меди — максимально допустимо 0.5%, но если превышает 0.3%, уже влияет на свариваемость. У JN Special Alloy Technology в этом плане строгий контроль — последние 5 партий были с содержанием Cu 0.25-0.28%.
Геометрия пластин — кажется мелочью, но для вакуумных камер даже отклонение в 0.5 мм на метр приводит к проблемам с герметичностью. Особенно важно для крупных партий — проверяем каждую третью пластину лазерным трекером.
Экономика оптовых закупок
При заказе от 20 тонн имеет смысл требовать индивидуальные условия термообработки. Например, для пластин толщиной более 80 мм стандартный отжиг не обеспечивает равномерную структуру — договариваемся о ступенчатом охлаждении. JN Alloy обычно идет навстречу, особенно если заказ комплексный — пластины плюс фитинги.
Логистика — скрытый резерв экономии. Морские контейнеры с контролируемой атмосферой обходятся на 30% дороже, но для пластин с полированной поверхностью это необходимость. Как-то сэкономили на этом — получили пятна окисления, которые пришлось удалять электрохимическим способом.
Сезонные колебания цен на легирующие элементы влияют и на Пластины 2507. Особенно молибден — его доля в себестоимости до 40%. Заключаем долгосрочные контракты с фиксацией цены — производители типа JN Special Alloy Technology обычно соглашаются на такие условия при предоплате 50%.
Перспективы применения
В энергетике постепенно переходят на более тонкие пластины 2507 с композитным напылением — для парогенераторов нового поколения. Толщина снижается с 12 до 8 мм, но за счет оптимизации состава прочностные характеристики сохраняются.
Офшорная ветроэнергетика — новый рынок. Там требуют пластины с улучшенной стойкостью к биокоррозии — экспериментируем с добавлением 0.02% серебра. JN Alloy Technology как раз разрабатывает подобный материал, образцы обещают к концу квартала.
Для опреснительных установок в ОАЭ сейчас тестируем пластины с локальным легированием азотом — в зонах повышенного износа содержание увеличиваем до 0.3%. Предварительные результаты обнадеживают — ресурс увеличился на 23%.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из нержавеющей стали 304L
Поковки из нержавеющей стали 304L -
 Прутки из сплава 20
Прутки из сплава 20 -
 Пластина из хастеллоя B3
Пластина из хастеллоя B3 -
 Поковки из сплав 31
Поковки из сплав 31 -
 Труба из нержавеющей стали 317
Труба из нержавеющей стали 317 -
 Фланец из супердуплексная стали S32760
Фланец из супердуплексная стали S32760 -
 Труба из дуплексной стали S32205
Труба из дуплексной стали S32205 -
 Нержавеющая сталь 316Ti
Нержавеющая сталь 316Ti -
 Поковки из хастеллоя C2000
Поковки из хастеллоя C2000 -
 фланцы из нержавеющей стали 317
фланцы из нержавеющей стали 317 -
 Фитинги BW из нержавеющей стали 17-4PH
Фитинги BW из нержавеющей стали 17-4PH -
 Труба из хастеллоя C276
Труба из хастеллоя C276









