
оптом плиты S32750
Когда ищешь в сети 'оптом плиты S32750', часто натыкаешься на однотипные описания с заученными фразами про 'высокую коррозионную стойкость'. Но в реальности всё сложнее - я лично сталкивался с ситуациями, когда партия плит с идеальными сертификатами на практике показывала неравномерную структуру после плазменной резки. Это заставляет задуматься, что мы действительно покупаем под видом 'премиального дуплекса'.
Что скрывается за маркировкой S32750
Многие поставщики уверяют, что их плиты соответствуют ASTM A240, но редко уточняют состояние поставки - solution annealed или как его часто называют 'мягкий отжиг'. Я видел, как на одном из нефтехимических заводов плиты с неправильной термообработкой начали расслаиваться уже через три месяца эксплуатации в хлорсодержащей среде. При этом химический состав по сертификату был безупречен.
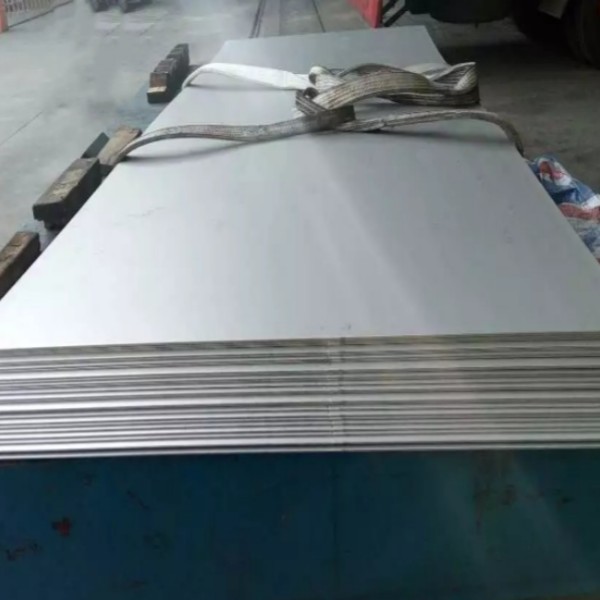
Толщина - отдельная история. Заказываешь, допустим, 20 мм, а получаешь 19,5-20,3 мм в разных точках листа. Для критичных применений типа фланцев высокого давления это катастрофа. Один раз пришлось возвращать целую партию китайского производства - отклонения достигали 0,8 мм, хотя по ГОСТ 5582 тут вообще говорить не о чем.
С плиты S32750 есть специфический момент с содержанием азота - должно быть 0,24-0,32%. Но некоторые производители, особенно азиатские, часто 'недобирают' до нижнего предела, что критично для сварных конструкций. Проверяем спектрометром - и оказывается, что вместо заявленных 0,28% получаем 0,23%. Разница копеечная в производстве, но последствия дорогие.
Практика работы с поставщиками дуплексных сталей
Сейчас в основном работаем с JN Special Alloy Technology - на их сайте jnalloy.ru видно, что специализируются именно на спецсплавах. Не разбрасываются по всему сортаменту, а Concentrate на нержавейке, дуплексах и никелевых сплавах. Это важно, потому что универсальные поставщики часто не чувствуют нюансов обработки именно дуплексных сталей.
Заказывали у них плиты S32750 для изготовления теплообменного оборудования - толщины 12, 16 и 22 мм. Пришли ровно в срок, упаковка была без нарушений, что редкость для морских перевозок. Но самое главное - геометрия листов: отклонение по толщине не превышало 0,15 мм по всему полотну.
Заметил интересную деталь в их подходе - предоставляют не только стандартные сертификаты, но и дополнительные отчеты по ультразвуковому контролю, хотя это и не требуется по ГОСТ. Видимо, наработали практику после работы с европейскими заказчиками, где такие требования стандартны.
Технологические особенности обработки
При резке плиты S32750 плазмой с воздухом часто получается неравномерный цвет окалины - от соломенного до синего. Многие принимают это за брак, но на самом деле это норма, если под окалиной нет признаков пережога. Главное - скорость резки должна быть выше, чем для обычной нержавейки, примерно на 15-20%.
Сварка - отдельная тема. Используем проволоку ER2594, но даже при идеальных параметрах иногда появляются микротрещины в ЗТВ. Проблема решилась предварительным подогревом до 80-100°C, хотя в теории для дуплекса это необязательно. Видимо, сказываются остаточные напряжения после прокатки.
Механическая обработка тоже имеет особенности - инструмент тупится быстрее, чем с 316L. Оптимально работать твердосплавными фрезами с TiAlN покрытием, но многие пытаются экономить и используют стандартный инструмент для нержавейки. Результат - выкрашивание режущих кромок и брак на финишной операции.
Реальные кейсы применения
На химическом заводе в Дзержинске устанавливали аппараты воздушного охлаждения из наших плит - работа в среде с содержанием сероводорода 3-5%. Через год инспекция показала полное отсутствие коррозии, хотя обычная 304-я сталь в аналогичных условиях показывала точечную коррозию глубиной до 0,8 мм.
Другой пример - изготовление обечаек для морской воды. Заказчик сначала хотел использовать 904L, но после расчетов остановились на S32750. Экономия составила около 25% без потери характеристик. Кстати, для морской воды важно содержание Mo не менее 3,5% - как раз наш случай.
Был и негативный опыт - при изготовлении гнутых элементов без последующей термообработки в зонах гибки появлялись микротрещины. Пришлось переходить на горячую гибку с нагревом до 1150°C с последующей закалкой. Дополнительные затраты, но без этого никак.
Экономические аспекты закупок
Покупать плиты S32750 оптом действительно выгоднее - экономия может достигать 12-15% compared с розничными партиями. Но важно учитывать логистику - иногда дешевле купить меньшую партию у локального поставщика, чем платить за доставку из-за рубежа.
Сроки поставки - критичный параметр. У JN Special Alloy Technology обычно 4-6 недель, что для импорта нормально. Но бывали случаи, когда из-за таможенного оформления затягивалось до 8 недель. Теперь всегда закладываем рисковая время в графики проектов.
Интересный момент с ценами - они сильно зависят от курса никеля на LME. Иногда выгоднее заключать долгосрочные контракты с фиксацией цены, особенно когда прогнозируется рост сырьевых рынков. Мы так поступили в прошлом квартале и сэкономили около 8%.
Контроль качества и типичные проблемы
Обязательно делаем выборочный контроль твердости - должно быть 290-320 HB. Разброс больше 20 единиц уже тревожный сигнал. Однажды обнаружили листы с твердостью 270 HB - оказалось, производитель сэкономил на термообработке.
Поверхность - часто недооцениваемый параметр. 2B недостаточно для многих применений, нужна как минимум 2R. Видел случаи, когда экономия на отделке поверхности приводила к проблемам с адгезией защитных покрытий.
Размеры немерных листов - вечная головная боль. Производители часто режут в размер 'плюс запас', что увеличивает отходы. С JN Special Alloy Technology удалось договориться о точной резке с допуском +2 мм - это оптимально для дальнейшей механической обработки.
В целом, работа с плиты S32750 требует глубокого понимания технологии и надежных поставщиков. Мелочи вроде состояния поверхности или точности размеров часто важнее цены за килограмм, особенно для ответственных применений. Опыт показывает, что лучше работать со специализированными компаниями вроде JN Special Alloy Technology, которые понимают разницу между 'просто сталью' и специализированным сплавом для тяжелых условий эксплуатации.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Инколой 800
Инколой 800 -
 Фланцы из нержавеющей стали 304L
Фланцы из нержавеющей стали 304L -
 Труба из хастеллоя G30
Труба из хастеллоя G30 -
 Пластина из сплава 20
Пластина из сплава 20 -
 Фланец из хастеллоя X
Фланец из хастеллоя X -
 Поковки из монеля 400
Поковки из монеля 400 -
 фланцы из нержавеющей стали 347
фланцы из нержавеющей стали 347 -
 Пластина из нержавеющей стали 316
Пластина из нержавеющей стали 316 -
 Поковки из инколоя 800H
Поковки из инколоя 800H -
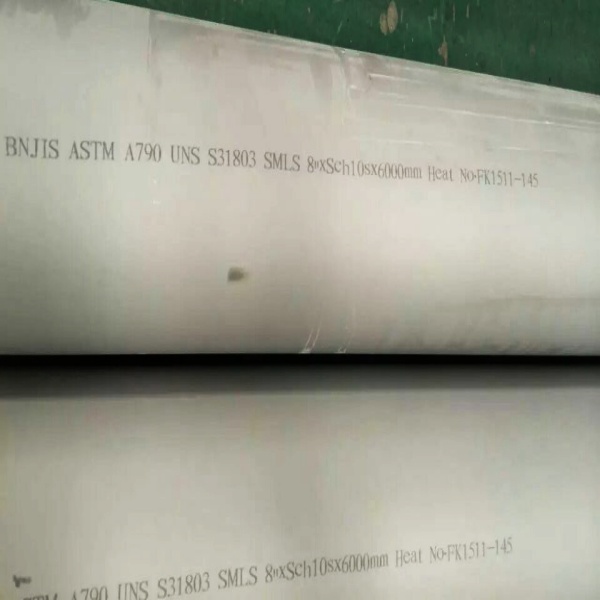 Труба из дуплексной стали S31803
Труба из дуплексной стали S31803 -
 Труба из никеля 200
Труба из никеля 200 -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750









