
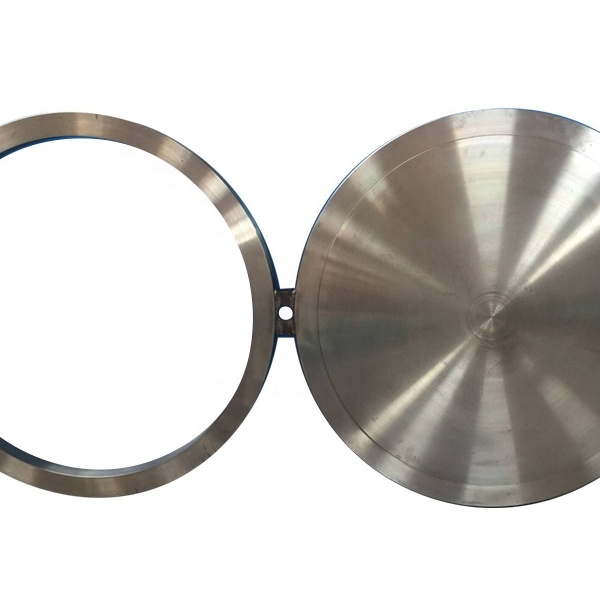
Отвод S32750
Когда говорят про отвод S32750, многие сразу думают про супердуплекс и его стойкость. Но на практике, особенно с гнутыми или сварными отводами, всё упирается не просто в марку, а в то, как материал себя ведёт после формовки и термообработки. Частая ошибка — считать, что раз сплав S32750 имеет высокие механические свойства и сопротивление коррозии, то любой отвод из него будет одинаково хорош. На деле же многое зависит от технологии изготовления и последующей обработки, особенно если речь идёт о работе в агрессивных средах, типа морской воды или хлорсодержащих растворов.
Что скрывается за маркировкой S32750
S32750 — это, по сути, супердуплексная нержавеющая сталь. Высокое содержание хрома, молибдена и азота даёт отличную прочность и устойчивость к точечной и щелевой коррозии. Но именно это создаёт и сложности. При неправильной термической обработке после сгибания или сварки в материале могут образовываться вредные промежуточные фазы, например, сигма-фаза. Она резко снижает ударную вязкость и коррозионную стойкость. Поэтому ключевой момент для отвода S32750 — не просто кусок трубы, а контроль всего цикла: от исходной заготовки до финального отпуска.
В нашем опыте были случаи, когда отводы, заказанные как 'стандартные', приходили без надлежащих сертификатов по термообработке. Установили их на линию с умеренно-агрессивной средой, и через полгода пошли микротрещины в зонах сварных швов. Разбор показал именно наличие выделений по границам зёрен. Оказалось, поставщик сэкономил на контролируемом охлаждении после сгибания. Пришлось менять всю партию. С тех пор всегда требуем не только сертификат на материал, но и протоколы на термообработку готового изделия, особенно для ответственных узлов.
Кстати, о заготовках. Часто отводы делают из труб или прутков. Для S32750 качество исходной трубной заготовки критично. Если в ней уже есть дефекты или неоднородная структура, то при гибке проблема только усугубится. Мы сотрудничаем с производителями, которые контролируют материал на всех этапах, например, JN Special Alloy Technology Co., Ltd. (их сайт — https://www.jnalloy.ru). Они как раз специализируются на прокате из дуплексных и никелевых сплавов, и важно, что они предлагают не просто материал, а полный цикл от плиты и трубы до готовых фитингов и фланцев. Это даёт больше контроля над цепочкой.
Технологии изготовления: гнутьё vs. сварка сегментов
Есть два основных способа сделать отвод S32750: холодное гнутьё цельной трубы или сварка из сегментов (секционный отвод). У каждого свои подводные камни. Гнутые отводы, если всё сделано правильно, предпочтительнее — у них нет продольных сварных швов, только возможно кольцевой шов для монтажа. Но гнуть супердуплекс сложно. Он жёсткий, требует значительных усилий, и без промежуточного отжига можно получить трещины или чрезмерное упрочнение на внешнем радиусе.
Сварные отводы из сегментов решают проблему сложной формовки, но вводят другую — множество сварных швов. Сварка S32750 — это отдельная наука. Нужны строгие параметры: правильный присадочный материал (часто с повышенным содержанием никеля), контроль межпассовой температуры, защита газами. Малейшее отклонение — и в шве или зоне термического влияния теряется баланс феррита и аустенита, падает стойкость. Один раз наблюдали, как на испытательном стенде отвод, сделанный сваркой, дал течь именно по линии сплавления, хотя сам шов выглядел идеально. Виной был перегрев.
Поэтому выбор технологии зависит от диаметра, радиуса и давления в системе. Для больших диаметров и высоких давлений часто идёт сегментная сварка, но её должен выполнять сварщик, аттестованный именно по дуплексным сталям. И здесь опять важно иметь надёжного поставщика комплектующих. Если взять сегменты из некондиционной трубы, все усилия сварщика пойдут насмарку. На сайте https://www.jnalloy.ru видно, что они работают с полным спектром форм: плиты, трубы, прутки, фланцы, фитинги. Это косвенно говорит о возможности обеспечения согласованного качества по всей номенклатуре для проекта, что снижает риски.
Контроль качества: на что смотреть помимо сертификата
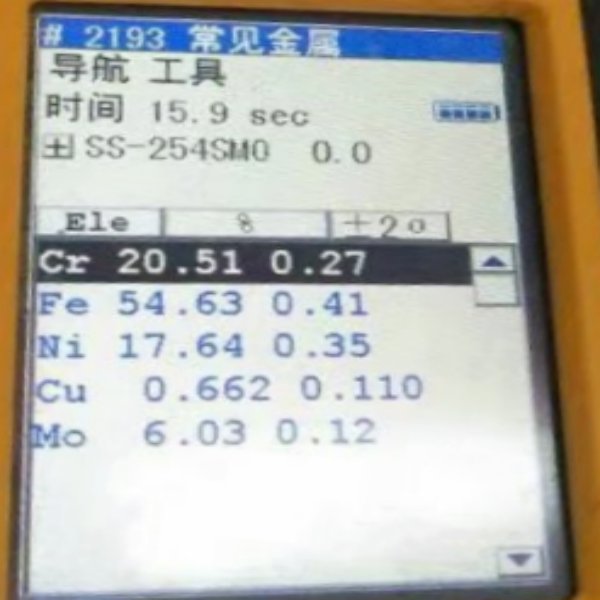
Сертификат соответствия — это хорошо, но это бумага. Для отвода S32750 из супердуплекса нужен практический контроль. Первое — визуальный и измерительный. Смотрим на внутреннюю и внешнюю поверхность: не должно быть задиров, вмятин, резких переходов. Особенно внимательно — в зоне самого изгиба. Потом обязательна твёрдость по Бринеллю или Роквеллу. Повышенная твёрдость может указывать на неправильную термообработку или наклёп.
Самое важное, но не всегда выполнимое на месте — это проверка структуры. Выборочно можно сделать травление (например, электролитическое в щавелевой кислоте) на срезе или технологическом образце. Нужно увидеть равномерную двухфазную структуру без выделений по границам. Если есть возможность, хорошо бы провести ультразвуковой контроль, особенно сварных швов, на предмет внутренних дефектов.
Из личного опыта: однажды приняли партию отводов, все проверки прошли. Но при монтаже сварщик заметил странный цвет побежалости на одном изделии после подгонки. Решили провести дополнительный анализ. Оказалось, локальный перегрев при изготовлении привёл к образованию карбидов хрома. Отвод забраковали. Вывод: даже с хорошим поставщиком нужен бдительный приёмочный контроль. Информация о том, что производитель, типа упомянутого JN Special Alloy Technology, сам является поставщиком материалов (нержавеющих, дуплексных, никелевых сплавов, включая Inconel, Hastelloy), говорит о глубоком понимании им металлургии, что может снизить процент брака на выходе.
Применение и ограничения: не всё так однозначно
Часто отвод S32750 рассматривают как универсальное решение для агрессивных сред. И в целом, это так. Но есть нюансы. Например, в средах с очень высокой концентрацией хлоридов и при повышенных температурах (выше 60-70°C) даже у супердуплекса есть риск коррозионного растрескивания под напряжением. Если отвод работает под давлением и в такой среде, это нужно учитывать на этапе проектирования.
Ещё один момент — эрозионно-кавитационный износ. Если через отвод идёт поток с абразивными частицами или возможна кавитация (часто на насосных станциях), то просто высокой коррозионной стойкости мало. Тут важна именно твёрдость и износостойкость поверхности. Иногда имеет смысл рассмотреть вариант с внутренним покрытием или даже другой материал, если условия экстремальные.
Был проект на морской платформе, где стояли отводы S32750. Среда — морская вода под давлением. Всё работало отлично, пока не изменился режим, и в систему попал песок. Через несколько месяцев в местах изменения направления потока (как раз в отводах) появились признаки эрозии. Пришлось ставить фильтры грубой очистки. История учит, что материал решает не всё, важен комплексный анализ условий работы.
Выбор поставщика и логистика
Купить отвод S32750 — это полдела. Важно, чтобы его доставили в сохранности и в срок. Из-за высокой стоимости материала и работ, простой на объекте из-за отсутствия фитинга может обойтись дороже самой детали. Поэтому при выборе поставщика смотрите не только на цену и качество, но и на упаковку, документирование и логистические возможности.
Хороший признак, когда поставщик предлагает полный комплект документации на русском (или нужном языке), включая чертежи, паспорта, результаты неразрушающего контроля. Упаковка должна защищать от механических повреждений и атмосферных воздействий. Для супердуплекса даже лёгкая ржавчина от конденсата — это сигнал о возможных проблемах с пассивацией поверхности.
В контексте поиска надёжного партнёра, можно обратить внимание на компании, которые работают напрямую с производителями сплавов и имеют чёткую специализацию. Например, компания JN Special Alloy Technology Co., Ltd., позиционирующая себя как производитель и поставщик из плиты, трубы, прутков, фланцев, фитингов из нержавеющих, дуплексных и никелевых сплавов, вероятно, имеет отработанные каналы поставки и понимание технических требований. Их сайт https://www.jnalloy.ru может служить точкой входа для оценки ассортимента и, возможно, запроса специфических данных по обработке S32750. Ключевое — это диалог: готовы ли они обсуждать детали термообработки под ваш конкретный случай или просто продают стандартный каталог.
В итоге, работа с отводом S32750 — это постоянный баланс между теоретическими преимуществами материала и практическими ограничениями технологий изготовления и эксплуатации. Нет идеального решения, есть наиболее подходящее для конкретных условий. И это понимание приходит только с опытом, иногда горьким, когда сталкиваешься с отказом. Главное — не игнорировать мелочи: от сертификата до цвета побежалости на шве. Именно они в итоге определяют, проработает ли узел годы или выйдет из строя в самый неподходящий момент.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Никель 201
Никель 201 -
 Поковки из нержавеющей стали 316Lmod
Поковки из нержавеющей стали 316Lmod -
 Фитинги BW из супердуплексная сталь S32760
Фитинги BW из супердуплексная сталь S32760 -
 Фитинги BW из нержавеющей стали 347
Фитинги BW из нержавеющей стали 347 -
 Прутки из нержавеющей стали 347H
Прутки из нержавеющей стали 347H -
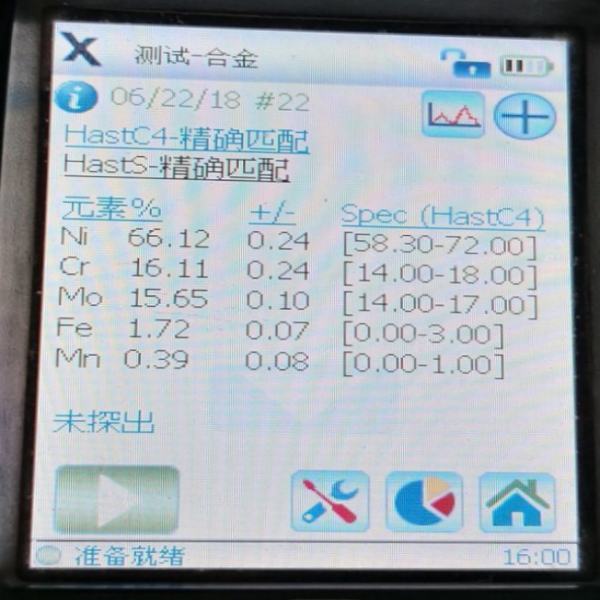 Хастеллой C4
Хастеллой C4 -
 Поковки из нержавеющей стали 316
Поковки из нержавеющей стали 316 -
 Поковки из хастеллоя C4
Поковки из хастеллоя C4 -
 Пластина из нержавеющей стали 317L
Пластина из нержавеющей стали 317L -
 Труба из монеля 400
Труба из монеля 400 -
 Труба из инконеля 718
Труба из инконеля 718 -
 Фланцы из нержавеющей стали 316H
Фланцы из нержавеющей стали 316H









