
Пластины 2507
Когда речь заходит о дуплексных сталях, многие сразу вспоминают 2205, но 2507 – это совсем другой уровень. На практике разница не только в цифрах, тут важно понимать, как поведёт себя материал в реальных условиях, а не в идеальных лабораторных тестах.
Ключевые отличия 2507 от других дуплексных сталей
Если сравнивать с тем же 2205, у 2507 принципиально другой баланс феррита и аустенита. На бумаге разница в содержании молибдена и хрома кажется незначительной, но на деле это определяет поведение в хлоридных средах. Помню, как на одном из объектов пытались заменить 2507 на более дешёвый аналог – в итоге через полгода начались точечные коррозии в зоне сварных швов.
Что действительно важно – термическая обработка. Если неправильно выдержать температуру, можно получить перекос фазовой структуры. Как-то пришлось разбираться с партией от китайского поставщика, где заявленные характеристики не соответствовали реальным из-за нарушений при термообработке. В таких случаях лучше работать с проверенными производителями, например JN Special Alloy Technology Co., Ltd. – у них на сайте https://www.jnalloy.ru можно найти подробные данные по каждой партии.
Ещё момент – многие недооценивают важность контроля содержания азота. В 2507 это не просто легирующая добавка, а ключевой элемент, влияющий на стойкость к точечной коррозии. На практике отклонение даже на 0,02% уже может сказаться на работе в условиях повышенной солёности.
Практические аспекты обработки
Со Пластинами 2507 есть специфика при механической обработке. Из-за высокой прочности и вязкости инструмент изнашивается быстрее, чем при работе с аустенитными сталями. Рекомендую использовать пластины с положительными геометриями и уменьшенными подачами – это даёт лучший контроль над стружкой.
Сварка – отдельная история. Тут нельзя экономить на присадочных материалах. Как-то видел попытку использовать более дешёвые аналоги для сварки 2507 – результат был плачевным: трещины по зоне термического влияния. Нужно строго соблюдать тепловой режим и использовать защитные среды.
Для сложных деталей типа фланцев или фитингов лучше сразу заказывать готовые решения у специализированных производителей. Например, на https://www.jnalloy.ru предлагают готовые комплектующие из дуплексных сталей, что избавляет от многих проблем с последующей обработкой.
Типичные ошибки при выборе толщины
Часто ошибаются с запасом по толщине. Для 2507 излишний запас не только не нужен, но и может быть вреден – увеличивается риск коробления при сварке. На одном из нефтехимических объектов пришлось переделывать конструкцию именно из-за неоправданно завышенной толщины Пластин 2507.
Ещё важный момент – учёт коррозионного износа. В некоторых средах, особенно с содержанием сероводорода, нужно закладывать больший запас, чем для стандартных условий. Но тут уже требуется индивидуальный расчёт для каждого случая.
При заказе через https://www.jnalloy.ru можно получить консультацию по оптимальному выбору толщины – они обычно предоставляют расчётные таблицы для разных рабочих сред, что значительно упрощает проектирование.
Особенности контроля качества
С Пластинами 2507 стандартный УЗК не всегда достаточен. Для ответственных применений рекомендуют дополнять его рентгенографией – особенно для выявления внутренних дефектов в зонах термического влияния.
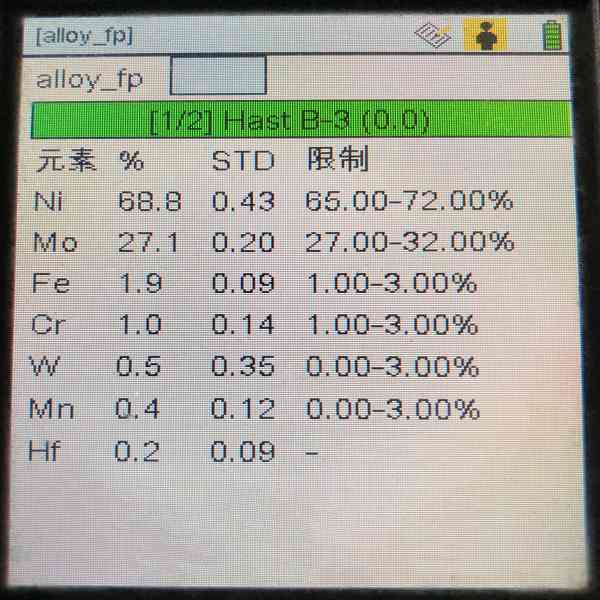
Химический анализ – обязателен для каждой партии. Как-то столкнулся с ситуацией, когда поставщик 'сэкономил' на никеле – в итоге материал не соответствовал требованиям по ударной вязкости. Теперь работаю только с теми, кто предоставляет полный пакет сертификатов, как JN Special Alloy Technology Co., Ltd.
Обязательно проверяйте результаты испытаний на стойкость к межкристаллитной коррозии. Для 2507 это критически важный параметр, особенно если речь идёт о работе в морской воде или химических средах.
Экономические аспекты применения
Хотя первоначальная стоимость 2507 выше, чем у стандартных нержавеющих сталей, в долгосрочной перспективе она часто оказывается выгоднее. Особенно когда считаешь стоимость простоев оборудования из-за ремонтов.
На морских платформах переход на 2507 для критичных узлов позволил увеличить межремонтные интервалы в 2-3 раза. Но тут важно правильно рассчитать – не везде её применение экономически оправдано.
При работе с https://www.jnalloy.ru заметил, что они предлагают разные варианты поставки – от отдельных пластин до готовых конструкций. Для крупных проектов это может дать существенную экономию за счёт оптимизации раскроя.
Перспективы развития материала
Сейчас появляются модификации 2507 с улучшенными характеристиками свариваемости. Но пока большинство из них находятся на стадии испытаний. В производственной практике пока надёжнее использовать проверенные марки.
Интересно наблюдать за развитием комбинированных решений – когда 2507 используется в сочетании с другими сплавами для особо сложных условий. Но тут уже требуется глубокое понимание поведения материалов в контакте.
Для тех, кто хочет быть в курсе новинок, рекомендую следить за обновлениями на специализированных ресурсах вроде https://www.jnalloy.ru – они обычно одними из первых предлагают новые разработки в области дуплексных сталей.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из сплава 20
Пластина из сплава 20 -
 Труба из нержавеющей стали 17-4PH
Труба из нержавеющей стали 17-4PH -
 Прутки из нержавеющей стали 347H
Прутки из нержавеющей стали 347H -
 Прутки из инконеля 718
Прутки из инконеля 718 -
 Прутки из инколой 800
Прутки из инколой 800 -
 Пластина из никеля 201
Пластина из никеля 201 -
 Поковки из монеля K500
Поковки из монеля K500 -
 Фитинги BW из супердуплексная сталь S32760
Фитинги BW из супердуплексная сталь S32760 -
 Фитинги BW из инколоя 825
Фитинги BW из инколоя 825 -
 Пластина из сплава 31
Пластина из сплава 31 -
 Поковки из хастеллоя C276
Поковки из хастеллоя C276 -
 Труба из инколоя 800
Труба из инколоя 800









