
Пластины 904L
Когда слышишь 'пластины 904L', первое, что приходит в голову — химическая промышленность, ну или там пищевое оборудование. Но на деле всё сложнее. Многие до сих пор путают её с обычной нержавейкой, а зря — разница в поведении материала при реальных нагрузках иногда оказывается критичной. Вот, к примеру, на прошлой неделе разбирали отказ задвижки на кислотной линии: поставили AISI 316L, а через полгода — трещины по сварному шву. А всё потому, что не учли концентрацию хлоридов в среде. 904L здесь бы выдержала, но её и дороже, и сварка требует другого подхода.
Химия и физика: почему 904L не боится агрессивных сред
Если копнуть в состав, то главное — это молибден на уровне 4-5% и повышенное содержание меди. Именно медь даёт ту самую стойкость к серной кислоте, которая для большинства нержавеек становится проблемой. Но есть нюанс: при сварке медь может 'уходить' в интерметаллиды, если не контролировать тепловой ввод. Помню, на одном из объектов в Татарстане пришлось переделывать коллектор — заказчик сэкономил на газовой защите, и швы пошли пятнами. В итоге вместо аргона подали азот, и всё встало на свои места.
Ещё момент — твердость. Некоторые думают, что раз сплав коррозионностойкий, то его можно гнуть как угодно. На самом деле после холодной деформации пластины 904L требуют отжига, иначе остаточные напряжения аустенитной структуры приведут к межкристаллитной коррозии. Проверяли на образцах от JN Special Alloy Technology — у них как раз толщины от 8 до 40 мм в наличии, причём с полным набором сертификатов, включая испытания на pitting resistance. Кстати, их сайт https://www.jnalloy.ru удобно показывает доступные размеры без лишних запросов.
Что часто упускают — термообработка. Для 904L критичен диапазон 450-850°C, где происходит выделение карбидов. Один раз видел, как технолог решил 'подсушить' электроды при 500°C — в итоге партия пластин ушла в брак. Хорошо, что на производстве вовремя сделали тест на Oxalic Acid Etch.
Сварка и обработка: ошибки, которые дорого обходятся
Со сваркой тут отдельная история. Электроды должны быть с повышенным содержанием никеля — например, INCONEL 625. Если брать дешёвые аналоги, шов будет хуже основного металла по стойкости к точечной коррозии. Мы как-то сравнивали швы от разных поставщиков: у JN Special Alloy Technology пластины шли с оптимальной шероховатостью поверхности, что снижало риск crevice corrosion в зазорах.
Механическая обработка — ещё один камень преткновения. Из-за высокой вязкости пластины 904L склонны к налипанию на режущий инструмент. Приходится использовать острые пластины с положительной геометрией и обильное охлаждение. Но не водой — только эмульсии на основе сульфоресцентов. Помню, на монтаже теплообменника пришлось экстренно заказывать спецфрезы после того, как обычные просто 'сгорели' на третьем пазе.
И да, про чистоту. Казалось бы, банально, но 90% проблем с коррозией начинаются с contamination. Обычная углеродистая сталь на контактных поверхностях — и всё, гальваническая пара готова. Поэтому на складе JN Alloy всегда видела раздельное хранение — для нержавейки отдельные стеллажи с пластиковыми вкладышами.
Реальные кейсы: где 904L работает, а где нет
В фармацевтике этот сплав незаменим для реакторов, где идут процессы с солями тяжелых металлов. Но вот для морской воды его уже стоит дополнять катодной защитой — хлориды всё равно постепенно 'выедают' молибден. На одной офшорной платформе в Приморье ставили пластины 904L для трубных решёток, но через два сезона появились точечные поражения. Выяснилось, что биоплёнка создала микросреду с pH ниже расчётного.
А вот в целлюлозно-бумажной промышленности — идеально. Особенно для выпарных аппаратов, где есть и щёлочи, и сульфиды. Тут как раз пригодились трубы и фланцы от JN Special Alloy Technology — у них полный цикл от плавки до готовых изделий, что важно для прослеживаемости. Кстати, их дуплексные сплавы тоже стоит посмотреть для комбинированных нагрузок.
Неожиданно хорошо показал себя в текстильном оборудовании — ванны протравки с органическими кислотами. Но важно следить за абразивным износом: если в растворе есть взвеси, лучше брать закалённые варианты.
Что важно при закупке: не только сертификаты
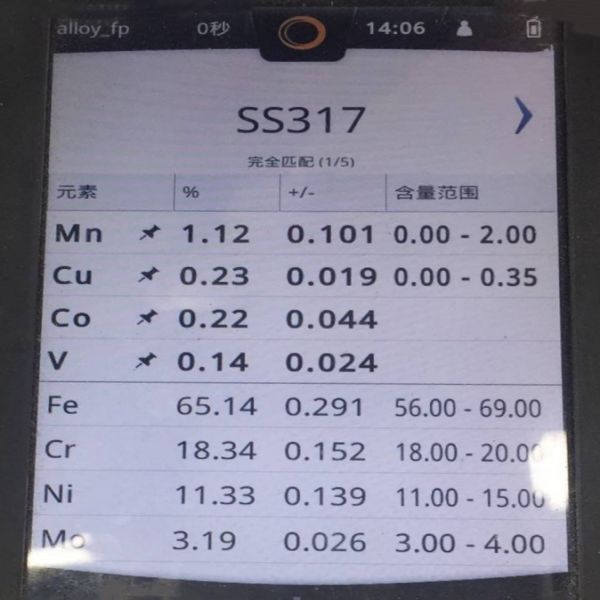
Многие ограничиваются проверкой химсостава, но на практике микроструктура важнее. Особенно размер зерна — если больше 5-6 баллов, стойкость к коррозии под напряжением падает в разы. JN Alloy здесь строго контролируют прокат — видела их металографические отчёты с указанием режимов термомеханической обработки.
Геометрия — кажется мелочью, но кривизна пластин потом выливается в проблемы при сборке. Однажды получили партию с отклонением 3 мм на метр — пришлось править на месте гидравлическими прессами. С тех пор всегда запрашиваем карты плоскостности.
Упаковка — банально, но часто страдает. Крафт-бумага с ингибиторами коррозии должна быть обязательно, иначе при морской перевозке появляются пятна. У китайских поставщиков видел случаи, когда пластины приходили с точечной ржавчиной именно из-за экономии на упаковке.
Перспективы и аналоги: есть ли замена
Сейчас активно продвигают дуплексные сплавы типа 2205 — дешевле, прочнее, но для сред с высоким содержанием ионов хлора всё же уступают. Для сернокислых сред иногда рассматривают Hastelloy C-276, но это уже совсем другие деньги.
Интересно, что Incoloy 825 часто называют аналогом, но у него другой баланс никеля и хрома — лучше для окислительных сред, но хуже для восстановительных. Здесь как раз пригодился бы сравнительный тест от независимой лаборатории.
Из новинок присматриваюсь к сплавам с добавкой азота — они дают прирост прочности без потери коррозионной стойкости. JN Alloy вроде как анонсировали такие разработки, но пока в каталоге стандартные марки.
В целом же пластины 904L остаются рабочим решением для 80% задач химической промышленности. Главное — не экономить на подготовке производства и понимать, что это не универсальный материал, а инструмент для конкретных условий. Как говорил наш старый технолог: 'Нет плохих сталей, есть неправильное применение'.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из инколоя 800HT
Пластина из инколоя 800HT -
 Пластина из хастеллоя C22
Пластина из хастеллоя C22 -
 Пластина из нержавеющей стали 304L
Пластина из нержавеющей стали 304L -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750 -
 Поковки из супердуплексная сталь S32760
Поковки из супердуплексная сталь S32760 -
 Труба из нержавеющей стали 317
Труба из нержавеющей стали 317 -
 Пластина из хастеллоя C276
Пластина из хастеллоя C276 -
 Поковки из инколоя 800H
Поковки из инколоя 800H -
 Фланец из хастеллоя B3
Фланец из хастеллоя B3 -
 Труба из хастеллоя G30
Труба из хастеллоя G30 -
 фланцы из нержавеющей стали 904L
фланцы из нержавеющей стали 904L -
 Прутки из нержавеющей стали 321
Прутки из нержавеющей стали 321









