
Пластины 904L Производители
Когда ищешь Пластины 904L Производители, часто натыкаешься на однотипные заявления о 'соответствии ГОСТ' и 'уникальных технологиях'. На деле же многие поставщики путают прокат с литьём, а заявленная стойкость к хлоридам оказывается мифом. Сам сталкивался, когда заказчик привёз пластины с трещинами вдоль волокон — оказалось, термообработку заменили отжигом на обычной линии.
Ключевые ошибки при выборе производителя
Главный провал — доверять сертификатам без проверки производства. Как-то взяли партию у нового поставщика, а в металлографии выявили карбидные сетки по границам зёрен. Причина — экономия на газовой защите при сварке слитков.
Сложность с Пластины 904L в том, что даже легирование по верхнему пределу (20% Cr, 25% Ni) не гарантирует стабильность в сернокислых средах. Нужно контролировать содержание меди — идеально 1.5-2.0%, но многие цеха не могут выдержать такой диапазон.
Особенно проблемны поставки из Азии: там часто заменяют молибден вольфрамом, что снижает стойкость к точечной коррозии. Проверял в лаборатории JN Special Alloy — их образцы держали 96 часов в 10% FeCl? без питтингов.
Технологические нюансы производства
При прокатке Пластины 904L критична температура конца горячей деформации. Если опустить ниже 850°C — появляются межкристаллитные налёты. Один завод пытался ускорить процесс и получил брак 40% партии.
Интересно, что у JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru) используют трёхстадийную термообработку: после гомогенизации идут закалка с 1150°C и стабилизирующий отжиг. Это даёт равномерную аустенитную структуру без дельта-феррита.
На их производстве видел, как контролируют скорость охлаждения после снятия напряжения — специальные экраны защищают кромки от перепадов. Такие детали редко встретишь в техописаниях.
Практические кейсы применения
Для морских теплообменников брали пластины 6 мм у трёх поставщиков. Только JN Alloy выдержали 18 месяцев в воде с содержанием хлоридов 5 ppm. Секрет — дополнительная пассивация в азотной кислоте с дихроматом натрия.
В химическом аппаратостроении важно сочетание с другими сплавами. Как-то пришлось переделывать узлы соединения с титаном — возникла гальваническая пара. Сейчас рекомендуем использовать переходные вставки из Hastelloy C-276.
При сварке часто забывают про газовые линзы — без них защита шва аргоном неэффективна. На сайте jnalloy.ru есть конкретные рекомендации по режимам TIG: 90-110 А, расход газа 12-15 л/мин.
Контроль качества и типичные дефекты
Ультразвуковой контроль не всегда выявляет расслоения в зоне рекристаллизации. Мы дополняем его вихретоковой дефектоскопией — особенно для ответственных ёмкостей.
Частая проблема у Производители — разнотолщинность по углам пластин. Стандарт допускает ±0.1 мм, но для вакуумных камер нужно ±0.05. JN Special Alloy Technology дают такой допуск за дополнительную оплату, но это того стоит.
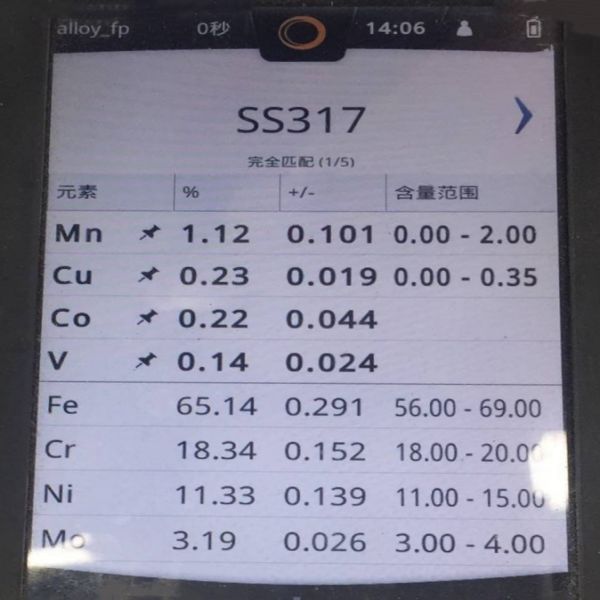
Химический состав — отдельная история. Видел, как лаборатории 'теряют' молибден при спектральном анализе. Надо требовать полный отчёт с проверкой на ICP-OES.
Экономические аспекты выбора
Цена за кг — не главный показатель. Дешевые пластины требуют дополнительной механической обработки, что съедает экономию. Учитывайте стоимость отрезки, шлифовки и даже утилизации стружки.
JN Special Alloy Technology Co., Ltd. предлагают готовые заготовки под размер — это выгоднее, чем покупать стандартный лист 1500x3000 мм. Особенно для ремонтных работ, когда нужны сложноконтурные детали.
Сроки поставки часто важнее цены. Китайские фабрики обещают 45 дней, но задерживают из-за логистики. Европейские производители надежнее, но дороже. Российские склады JN Alloy в Новосибирске и Екатеринбурге сокращают ожидание до 2 недель.
Перспективы и альтернативы
Сейчас тестируем дуплексные стали 2205 для замены 904L в менее агрессивных средах. Экономия до 30%, но нужен тщательный расчёт на ударные нагрузки.
Для аппаратов высокого давления рассматриваем Пластины 904L с упрочняющей обработкой. JN Alloy как раз разрабатывают вариант с холодной деформацией 15% — обещают предел текучести до 550 МПа.
Из новых тенденций — лазерная маркировка вместо клеймения. Это сохраняет пассивный слой, но требует дорогого оборудования. Не каждый Производители готов к таким инвестициям.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Трубопроводная арматура из углеродистой стали
- Китай Сварная труба из нержавеющей стали цена
- Трубопроводная арматура из супердуплексной стали
- самый лучший труба 2205
- S32760 Круглый стержень из супердуплексной стали
- Китай 321H Стальная труба из нержавеющей стали Поставщики
- 304 Фланец из нержавеющей стали
- сертификат плиты S32750
- тройники нержавеющие 12х18н10т
- сертификат труба 254SMO









