
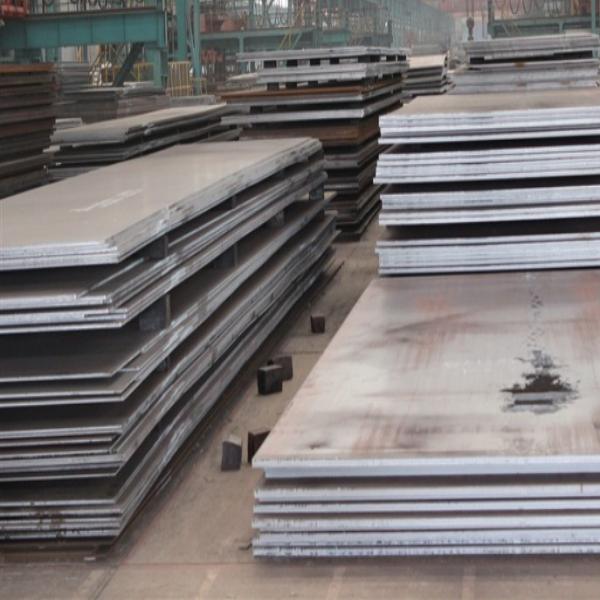
Пластины S32205 завод
Когда ищешь 'Пластины S32205 завод', половина поставщиков уверяет, что у них 'идеальный дуплекс', а по факту получаешь материал с нарушенным соотношением фаз. Мы через это прошли, когда в 2018 году для морского проекта требовались пластины с гарантированной стойкостью к точечной коррозии.
Критерии выбора производителя S32205
Начну с главного: не каждый завод, декларирующий выпуск S32205, соблюдает тонкости технологии. Например, после горячей прокатки критически важен контроль скорости охлаждения - если превысить 25°C/мин, ферритная фаза может доминировать. Проверяли как-то партию от нового поставщика - в сертификатах все идеально, а металлографика показывает 65/35 вместо требуемых 50/50.
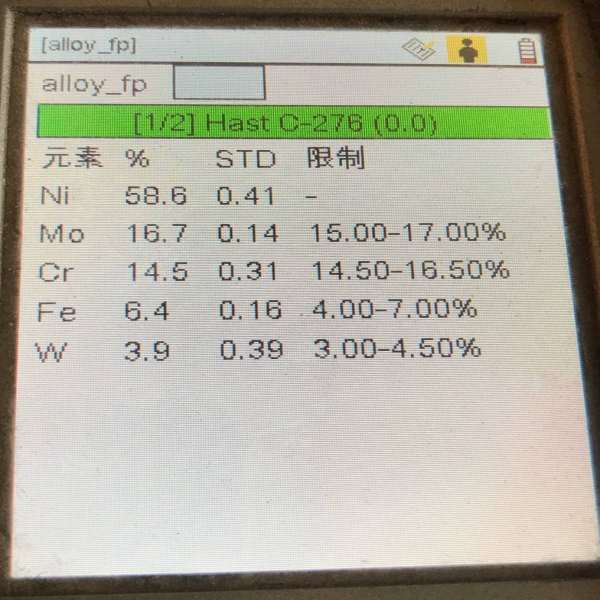
Сейчас работаем преимущественно с JN Special Alloy Technology Co., Ltd. - на их сайте https://www.jnalloy.ru нашли спецификации, где четко прописаны параметры термообработки для каждой пласта. Важно, что они предоставляют протоколы испытаний на pitting resistance с реальными значениями PREN ≥ 38, а не просто копируют стандартные цифры из ГОСТ.
Заметил интересную деталь: у них в описании материалов акцент на контроль содержания азота - от 0.14% до 0.20%, что для дуплексных сталей критически. Многие китайские производители экономят на азоте, потом у заказчиков проблемы с сварными швами.
Практические нюансы обработки
При резке S32205 нельзя использовать методы, вызывающие локальный перегрев выше 300°C. Помню случай на стройплощадке в Сочи - плазменная резка без подогрева привела к образованию хрупких зон по кромкам. Пришлось демонтировать три листа.
Для сварки рекомендуют сварочные материалы с повышенным содержанием никеля - около 8-9%. Мы используем электроды E2209, но важно контролировать межпроходную температуру. Если превысить 150°C, в ЗТВ формируется избыточная аустенитная фаза.
Механическая обработка - отдельная история. При фрезеровании угол заточки резца должен быть не менее 45 градусов, иначе стружка прилипает к кромке. На своем опыте убедился, что стандартные твердосплавные пластины для нержавейки здесь не работают - нужен специальный сплав с покрытием AlTiN.
Конкретные примеры применения
В прошлом году поставляли пластины S32205 для теплообменного оборудования на нефтеперерабатывающем заводе под Уфой. Рабочая среда - горячий рассол с содержанием хлоридов до 50 000 ppm. После двух лет эксплуатации замеры показали скорость коррозии менее 0.01 мм/год.
Еще один проект - опорные конструкции в опреснительной установке в Крыму. Здесь важна была стойкость к кавитации. Применили листы толщиной 40 мм с дополнительной полировкой поверхности. Интересно, что первоначально рассматривали 904L, но расчеты показали, что S32205 выдержит более высокие нагрузки при вдвое меньшей стоимости.
Сейчас ведем переговоры о поставке партии для химического реактора, где требуется устойчивость к сероводородному растрескиванию. Производитель JN Special Alloy Technology Co., Ltd. предложил дополнительный контроль ударной вязкости при -46°C - это важный параметр для арктических модификаций.
Типичные ошибки при закупке
Самая распространенная ошибка - экономия на толщине. Многие заказчики берут минимально допустимую толщину, не учитывая допуск на коррозию. Для агрессивных сред рекомендуем закладывать запас 1-1.5 мм сверх расчетного значения.
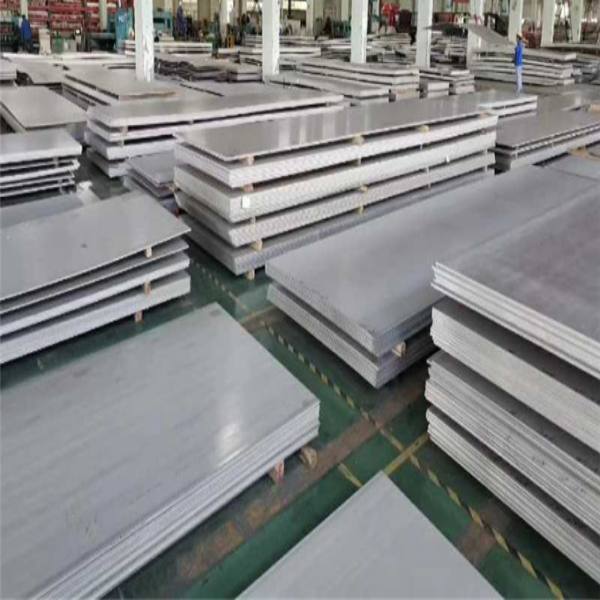
Второй момент - геометрия листов. При заказе больших форматов (особенно 1500x6000 мм) возможна 'парусина' - волнообразность поверхности. Мы всегда оговариваем в ТУ максимальное отклонение 3 мм на погонный метр, иначе возникают проблемы при сборке крупногабаритных аппаратов.
И главное - не доверяйте слепо сертификатам. Обязательно делайте выборочные проверки в аккредитованных лабораториях. Как-то получили партию, где в сертификате было указано Mo 3.2%, а фактически 2.8% - разница критическая для работы в хлоридных средах.
Перспективы развития материала
Сейчас появляются модификации S32205 с микролегированием медью - для повышения стойкости к серной кислоте. Мы тестировали такие образцы от JN Special Alloy Technology Co., Ltd. - в средах с pH 2-3 действительно наблюдается улучшение на 15-20% по сравнению со стандартным составом.
Интересное направление - термомеханическая обработка для повышения прочности. Некоторые производители экспериментируют с контролируемой прокаткой при температурах ниже рекристаллизации - получают предел текучести до 650 МПа вместо стандартных 450 МПа.
Для особо ответственных применений начинают предлагать версии с гарантированным содержанием примесей - например, фосфора и серы менее 0.015%. Это важно для оборудования с рабочими давлениями свыше 100 атмосфер, где даже незначительные включения могут стать точками инициирования трещин.
Выводы и рекомендации
При выборе поставщика пластин S32205 смотрите не только на цену, но и на технологические возможности завода. Наличие собственной металлографической лаборатории - важный признак серьезного производителя.
Всегда запрашивайте пробные образцы перед крупными заказами. Мы обычно заказываем 2-3 листа разных партий, проверяем структуру и делаем коррозионные тесты в реальных рабочих средах.
И последнее - не бойтесь задавать вопросы технологам производителя. Когда видите, что человек подробно объясняет нюансы термообработки или может проконсультировать по режимам сварки - это показатель глубоких знаний технологии, а не просто торговли металлопрокатом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги BW из нержавеющей стали 317
Фитинги BW из нержавеющей стали 317 -
 Хастеллой C2000
Хастеллой C2000 -
 Фланец из супердуплексная стали S32760
Фланец из супердуплексная стали S32760 -
 Фитинги BW из нержавеющей стали 317L
Фитинги BW из нержавеющей стали 317L -
 Прутки из инконеля 601
Прутки из инконеля 601 -
 Никель 200
Никель 200 -
 Фланцы из нержавеющей стали 304L
Фланцы из нержавеющей стали 304L -
 Труба из никеля 201
Труба из никеля 201 -
 Поковки из хастеллоя B3
Поковки из хастеллоя B3 -
 Нержавеющая сталь 347
Нержавеющая сталь 347 -
 Пластина из нержавеющей стали 317L
Пластина из нержавеющей стали 317L -
 Поковки из нержавеющей стали 321
Поковки из нержавеющей стали 321









