
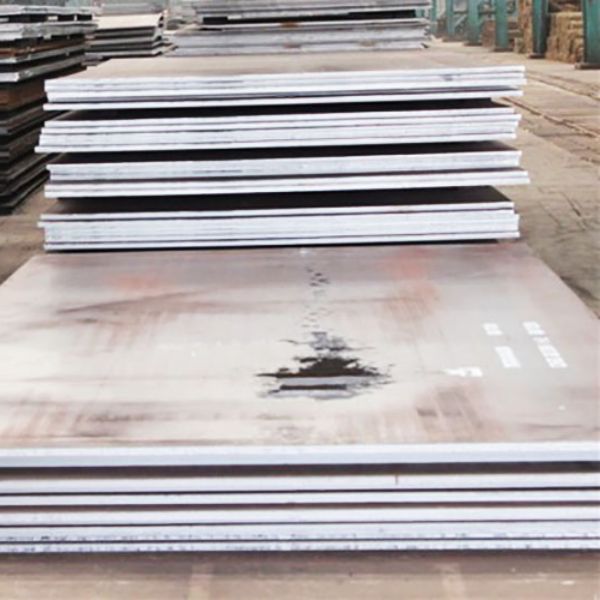
Пластины S32205 Производители
Когда ищешь производителей пластин S32205, сразу натыкаешься на парадокс — половина поставщиков называет себя производителями, но на деле лишь перепродают китайский или индийский металл. Сам сталкивался, когда искал надежный источник для завода в Татарстане. Особенно с дуплексными сталями, где даже легирование 22% хрома и 5% никеля не гарантирует отсутствия межкристаллитной коррозии после сварки.
Кто реально производит S32205 в России
Если брать именно отечественных производителей — полный провал. Череповец пробовал катать дуплекс, но в 2019 году свернули линию из-за проблем с гомогенизацией структуры. Сейчас все упирается в импортные заготовки, а локальные компании вроде JN Special Alloy Technology работают как переработчики. Заходил на их сайт https://www.jnalloy.ru — видно, что акцент на резку и термообработку готового проката.
Ключевое тут — контроль содержания азота. В прошлом году на объекте в Уфе пришлось забраковать партию пластин S32205 от непроверенного поставщика: после отжига вылезли пятна выделений сигма-фазы. Лаборатория показала — азот упал до 0.12% вместо минимальных 0.14%. Сейчас всегда требую протоколы OES-анализа для каждой плавки.
Что интересно, JN Alloy в своем описании позиционирует как производителя, но по факту они закупают слябы у того же TISCO или Outokumpu. Хотя надо отдать должное — калибровку под российские стандарты делают качественно. Как-то брал у них пластины для теплообменника — подошли без дополнительной механической обработки.
Технологические тонкости при работе с дуплексом
Многие забывают, что S32205 требует контроля скорости охлаждения после сварки. Как-то на монтаже трубопровода для химзавода рабочие заварили швы водой — через месяц пошли трещины по ЗТВ. Пришлось демонтировать участок и ставить пластины с предварительным подогревом до 150°C.
Сейчас всегда указываю в ТУ минимальную твердость 290 HV для зоны реза. Кстати, у JN Special Alloy Technology в каталоге видел пластины с ультразвуковым контролем — редкость для российского рынка. Хотя проверить, действительно ли они делают UT, сложно — обычно ограничиваются визуальным осмотром.
Еще нюанс — обработка кромок. Для аппаратов высокого давления лучше сразу заказывать пластины с фасками под сварку. В прошлом месяце сэкономили на этом — в итоге доплатили 20% за механическую обработку на месте монтажа.
Ценовые ловушки и логистика
Цены на пластины S32205 дико скачут. В 2022 году был случай — заключили контракт по старым ценам, а поставщик (не буду называть) просто исчез. Пришлось экстренно искать замену через JN Alloy — тогда выручили, отгрузили со склада в Подмосковье за неделю.
Сейчас всегда требую привязку к биржевым ценам на никель. И закладываешь +15% к сроку изготовления — таможня постоянно задерживает индийские заготовки. Китайские идут быстрее, но там свои риски с качеством.
Логистика — отдельная боль. Для северных проектов приходится заказывать пластины с дефектоскопией при -60°C — не все производители дают такие сертификаты. JN вроде бы предоставляют, но нужно дополнительно требовать протоколы испытаний.
Опыт работы с конкретными производителями
Из европейских вариантов — Sandvik и Outokumpu надежны, но цены кусаются. Для бюджетных проектов пробовали брать индийские пластины через посредников — в половине случаев не соответствовали требованиям ГОСТ Р 55442 по ударной вязкости.
С JN Special Alloy Technology работали трижды — два раза успешно, один раз с доработками. В 2023 поставляли пластины для нефтяного сепаратора — пришлось самостоятельно дополнять документы сертификатом CRN (Канадский реестр). Они помогли оформить, но заняло лишних две недели.
Зато плюс — всегда есть нарезка нестандартных размеров. Месяц назад требовались пластины 1870х1200 мм — нашли на складе, хотя обычно идут стандартные 1500х3000 или 2000х6000.
Что важно проверять при приемке
Первое — маркировка. Должна быть лазерная, не краской. Второе — обязательно наличие сертификата с указанием плавки. Как-то приняли партию без проверки — потом выяснилось, что это вовсе не S32205, а дешевый аналог 2205 без должного содержания молибдена.
Третье — упаковка. Для морских перевозок пластины должны быть с прокладками из нержавеющей стали — иначе будут следы контактной коррозии. JN Alloy в этом плане молодцы — всегда пакуют с VCI-бумагой.
И да — никогда не принимайте пластины без проверки твердомера. Даже у проверенных поставщиков бывают осечки. Особенно после термички — если пережгут, придется отправлять на переделку.
Перспективы рынка
Сейчас вижу тенденцию — многие переходят на S32101 для экономии, но для агрессивных сред это не вариант. S32205 остается рабочим решением, особенно для шельфовых проектов.
Из новшеств — начали появляться производители с вакуумно-дуговым переплавом, что улучшает чистоту стали. JN Alloy вроде бы закупают такой металл, но нужно уточнять конкретно для каждого заказа.
Кстати, недавно тестировали пластины от нового поставщика — обещали улучшенную коррозионную стойкость за счет добавки вольфрама. На практике разницы с обычным S32205 не заметили — маркетинг чистой воды.
Вывод простой — ищите производителей с полным циклом контроля, а не просто торгующие компании. И всегда требуйте испытательные образцы перед крупными заказами. Даже если работаете с проверенными партнерами вроде JN Special Alloy Technology — металлургия не терпит предположений.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из нержавеющей стали 317L
Поковки из нержавеющей стали 317L -
 Хастеллой C2000
Хастеллой C2000 -
 Прутки из нержавеющей стали 347H
Прутки из нержавеющей стали 347H -
 Прутки из хастеллоя C4
Прутки из хастеллоя C4 -
 Труба из сплава 20
Труба из сплава 20 -
 Фланец из никеля 201
Фланец из никеля 201 -
 Труба из нержавеющей стали 316H
Труба из нержавеющей стали 316H -
 Фитинги BW из дуплексной стали S32205
Фитинги BW из дуплексной стали S32205 -
 Труба из нержавеющей стали AL6XN
Труба из нержавеющей стали AL6XN -
 Нержавеющая сталь 904L
Нержавеющая сталь 904L -
 Труба из нержавеющей стали 321
Труба из нержавеющей стали 321 -
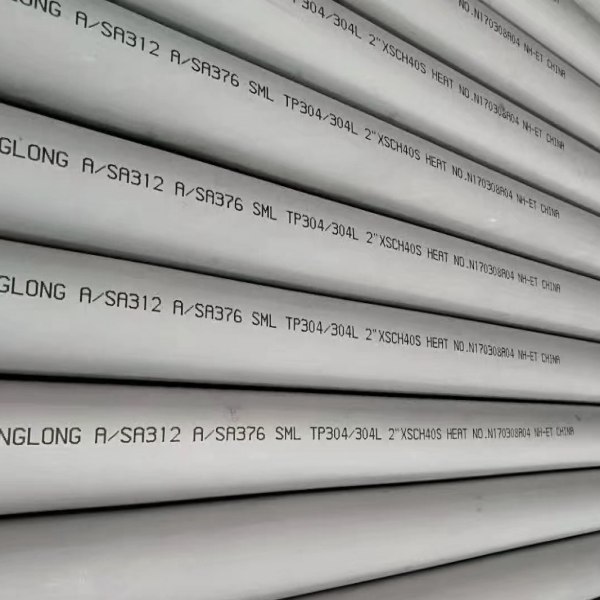 Труба из нержавеющей стали 304
Труба из нержавеющей стали 304









