
Пластины S32750 заводы
Когда ищешь про пластины S32750 заводы, сразу натыкаешься на тонны однотипных описаний 'супердуплексная сталь' — а вот где реально понять, какой производитель даст нормальную структуру после термообработки, уже сложнее. У нас на складе JN Special Alloy Technology как раз лежали образцы от трёх разных поставщиков, и один из них после резки показал неравномерность феррит-аустенитной фазы — пришлось возвращать партию.
Структурные нюансы S32750
Вот этот момент с соотношением 50/50 — многие думают, что это просто цифры в сертификате. А на деле даже у проверенных заводов бывает расхождение: в центре пластины 48/52, у кромки 53/47. Для критичных узлов типа морских задвижек это уже риск. Мы в JN Alloy перед отгрузкой всегда делаем выборочный металлографический анализ, особенно для толстых пластин.
Как-то взяли пробную партию с завода, который обещал 'идеальный баланс'. После травления в щёлочи увидели полосы перегрева — видно, прокатный стан не откалибровали. Пришлось пустить эти листы на неответственные детали, хотя по химии всё сходилось.
Сейчас чаще работаем с заводами, где есть система контроля после закалки °C. Важно не просто греть, а выдерживать скорость охлаждения — иначе аустенит не успеет перераспределиться. Кстати, на сайте jnalloy.ru мы выложили схему термообработки для S32750, её несколько клиентов успешно применяют в химической арматуре.
Проблемы с механической обработкой
Резать S32750 — отдельная история. Если подача слишком высокая, инструмент горит даже с охлаждением. Лучше идти на малых скоростях, но с увеличенной глубиной. Для наших клиентов мы подбираем режимы индивидуально, исходя из толщины пластины.
Однажды поставили партию пластин заводу-изготовителю насосов — они жаловались на трещины при фрезеровке. Оказалось, использовали твердосплавные фрезы без покрытия. После перехода на PCBN-инструмент проблема ушла.
Заметил, что пластины с содержанием азота ближе к верхнему пределу (0.3%) легче поддаются обработке, но требуют аккуратной сварки. Кстати, про сварку...
Сварные соединения и риски
Сварка S32750 — это постоянный баланс между скоростью и тепловложением. Если медленно вести дугу, в шве появляются карбиды хрома. Слишком быстро — недостаточное проплавление.
Для ответственных конструкций типа теплообменников мы рекомендуем использовать присадочный материал S32760. Да, дороже, но даёт стабильную ударную вязкость шва при -40°C. Проверяли на испытательном стенде — разница с обычными проволоками до 15 Дж.
Кстати, на jnalloy.ru в разделе 'Техподдержка' есть таблица с режимами сварки для разных толщин — её составляли на основе тестов с нашими клиентами из нефтегаза.
Коррозионная стойкость в реальных условиях
Лабораторные испытания в хлоридах — это одно, а работа в сероводородной среде — другое. S32750 показывает отличную стойкость к pitting corrosion, но только если соблюдена структура. Видел случаи, когда пластины с идеальным химическим составом давали точечную коррозию из-за примесей в процессе прокатки.
Для морских платформ важнее устойчивость к щелевой коррозии. Здесь S32750 часто выигрывает у 316L, но требует контроля шероховатости поверхности. Гладкие пластины служат дольше.
В JN Special Alloy мы тестируем каждую партию в растворе FeCl3 по ASTM G48 — не потому что требуется, а для собственного спокойствия. Несколько раз это помогало выявить скрытые дефекты.
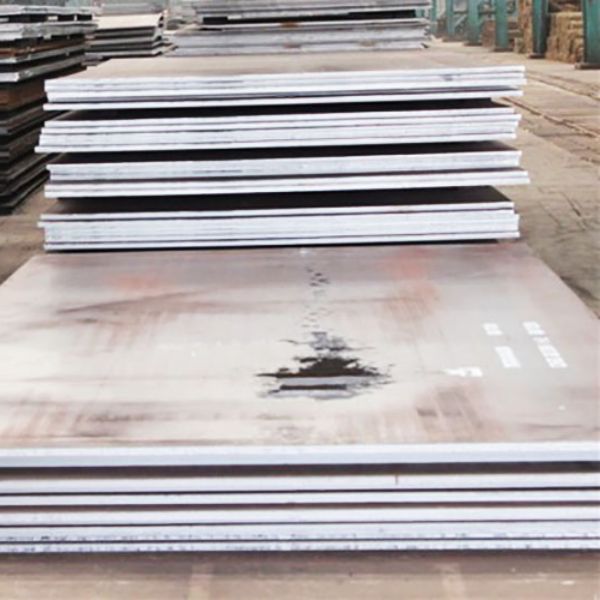
Логистика и геометрия пластин
С толщинами от 8 мм начинаются сложности с правкой. Заводы часто поставляют пластины с волной до 3 мм/м, хотя заявлено 1.5. Приходится либо править на месте, либо закладывать дополнительный припуск на механическую обработку.
Для крупных проектов типа опреснительных установок мы заказываем пластины с заводской термообработкой сразу после резки — это дороже, но исключает деформации при последующей термообработке.
Кстати, на https://www.jnalloy.ru сейчас можно запросить нестандартные размеры пластин S32750 — многие производители оборудования оценили эту опцию, особенно для ремонтных работ.
Ценовые аномалии рынка
Цена на S32750 сильно зависит не только от никеля, но и от молибдена. Когда Mo дорожает, некоторые заводы идут на хитрость — снижают содержание до 2.8-2.9%. По сертификату проходит, но коррозионная стойкость уже не та.
Мы в JN Alloy Technology всегда указываем в паспортах точный состав от независимой лаборатории — это вызывает доверие у постоянных клиентов. Особенно важно для экспортных поставок в страны с жёсткими стандартами.
Сейчас вижу тенденцию: многие переходят с импортных S32750 на аналоги от российских производителей. Качество выровнялось, но нужно тщательнее проверять однородность структуры в толстых пластинах.
Перспективы применения
В энергетике S32750 постепенно вытесняет 904L — выше прочность при сравнимой коррозионной стойкости. Для теплообменников высокого давления это идеальный вариант, если соблюсти все тонкости термообработки.
Интересный кейс: на химическом заводе использовали наши пластины для ремонта реактора — через 3 года инспекция показала отсутствие коррозии в зоне сварки. Это при работе с хлоридосодержащими средами при 80°C.
Думаю, в ближайшие годы S32750 станет стандартом для оборудования морской нефтедобычи — особенно с учётом развития арктических проектов. Главное — чтобы производители не экономили на контроле качества.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Фланец из хастеллоя G30
Фланец из хастеллоя G30 -
 Прутки из нержавеющей стали 316Lmod
Прутки из нержавеющей стали 316Lmod -
 Фитинги BW из инколоя 800
Фитинги BW из инколоя 800 -
 Поковки из дуплексной стали S32205
Поковки из дуплексной стали S32205 -
 Труба из нержавеющей стали 316H
Труба из нержавеющей стали 316H -
 Фланец из инконеля 601
Фланец из инконеля 601 -
 Пластина из нержавеющей стали 316L
Пластина из нержавеющей стали 316L -
 Прутки из инколой 800
Прутки из инколой 800 -
 Фланец из хастеллоя C2000
Фланец из хастеллоя C2000 -
 Пластина из нержавеющей стали 317L
Пластина из нержавеющей стали 317L -
 Прутки из сплава 31
Прутки из сплава 31 -
 Труба из супердуплексная сталь S32760
Труба из супердуплексная сталь S32760









