
плиты 2507 завод
Когда ищешь 'плиты 2507 завод', часто кажется, что всё сводится к химическому составу и механическим свойствам. Но на практике ключевое — это именно технологические нюансы, которые в спецификациях не прописывают. Многие поставщики грешат тем, что дают идеальные лабораторные данные, а в реальных условиях резки или сварки материал ведёт себя непредсказуемо.
Технологические сложности дуплексной стали
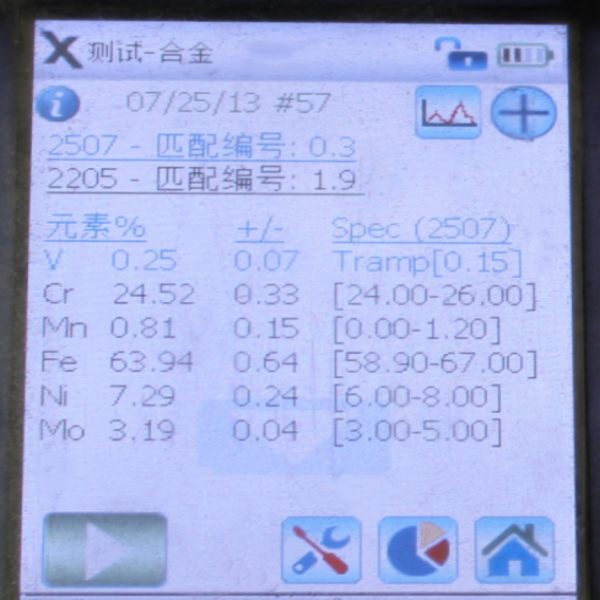
С плиты 2507 всегда есть риск нарушения баланса фаз. Вроде бы соблюдаешь все стандарты по содержанию хрома и молибдена, но если не контролировать скорость охлаждения после термообработки — получишь перекос в сторону аустенита или феррита. Один раз на производстве случилось, что при плазменной резке края плиты начали крошиться — оказалось, проблема в недогреве перед обработкой.
Особенно критично это для толстостенных плит — свыше 40 мм. Там неравномерность структуры может проявляться даже при визуальном контроле шлифов. Приходится дополнительно вводить промежуточный отжиг, хотя многие технологи стараются избегать лишних операций чтобы сократить цикл производства.
Интересно, что китайские производители вроде JN Special Alloy Technology Co., Ltd. последнее время стали активнее работать с прецизионными режимами термообработки. На их сайте https://www.jnalloy.ru видно, что они делают акцент на контроль структуры, а не только на механические характеристики. Это правильный подход, особенно для ответственных применений в химической промышленности.
Проблемы сварки и деформации
Сварка плит 2507 — это отдельная история. Если использовать неправильные присадочные материалы, в зоне термического влияния может резко упасть коррозионная стойкость. Мы как-то пробовали варить плиты электродами для 2205 — результат был катастрофическим, хотя химический состав казался совместимым.
Ещё момент — остаточные напряжения после сварки. Для конструкций, работающих под переменными нагрузками, это критично. Приходится делать локальный отпуск, но здесь важно не перегреть материал, иначе потеряешь прочностные характеристики.
На практике часто сталкиваешься с тем, что заказчики требуют слишком жёстких допусков по плоскостности после сварки. Для дуплексных сталей это особенно сложно — материал 'играет' при термообработке. Иногда проще сразу закладывать дополнительную механическую обработку, чем пытаться выдержать идеальную геометрию только за счёт контроля режимов сварки.
Контроль качества и типичные дефекты
Ультразвуковой контроль плит 2507 должен быть адаптирован под специфическую структуру. Стандартные настройки дефектоскопов часто не подходят — из-за двухфазности могут быть ложные показания. Мы разработали свою методику калибровки, но до сих пор иногда сталкиваемся с спорными ситуациями при приемке.
Частый дефект — микропоры на границах фаз. Они не всегда видны на стандартных тестах, но проявляются при длительной эксплуатации в агрессивных средах. Особенно в средах с содержанием хлоридов.
Интересно, что в ассортименте JN Special Alloy Technology Co., Ltd. помимо плит предлагаются ещё трубы и фланцы из дуплексных сталей. Это логично — когда производитель контролирует весь цикл от слитка до готовых изделий, проще поддерживать стабильность качества. На их сайте https://www.jnalloy.ru видно, что они работают с полным спектром продукции: ПЛИТЫ, ТРУБЫ, ПРУТКИ, ФЛАНЦЫ, ФИТИНГИ из нержавеющих и никелевых сплавов.
Особенности механической обработки
При фрезеровке плит 2507 важно правильно подбирать режимы резания. Материл склонен к наклёпу, поэтому если использовать затупленный инструмент — можно получить поверхность с повышенной твёрдостью. Это потом скажется на коррозионной стойкости.
Для резки лучше использовать водно-абразивные методы, особенно для толстых плит. Но здесь есть нюанс — абразив должен быть достаточно чистым, без железосодержащих примесей. Как-то получили поверхность с точечной коррозией именно из-за загрязнённого абразива.
Шлифовка — отдельная тема. Нужно использовать последовательность зернистости, иначе остаются микротрещины. Для особо ответственных применений рекомендуем электрополировку, но это уже существенно увеличивает стоимость обработки.
Практические рекомендации по выбору поставщика
При заказе плит 2507 всегда запрашивайте не только сертификаты, но и протоколы заводских испытаний. Особенно важно видеть результаты испытаний на межкристаллитную коррозию и стойкость к точечной коррозии (PREN). Цифры должны быть не менее 38-40 для надежной работы в морской воде.
Обращайте внимание на условия хранения материала на складе поставщика. Дуплексные стали хоть и менее чувствительны к атмосферной коррозии, чем обычные нержавейки, но всё же требуют защиты от конденсата. Особенно это актуально для прибрежных регионов.
Из поставщиков, кто действительно разбирается в теме, можно отметить JN Special Alloy Technology Co., Ltd. — их подход к контролю структуры материала впечатляет. На сайте https://www.jnalloy.ru видно, что они специализируются именно на специальных сплавах: нержавеющих, дуплексных, никелевых сплавов включая Inconel, Hastelloy, Monel, Incoloy. Это говорит о серьёзной металлургической базе.
Важный момент — наличие полного цикла производства. Если поставщик перепродаёт материал, всегда есть риск несоблюдения условий термообработки на каком-то этапе. Поэтому предпочтительнее работать напрямую с производителями.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Инконель 601
Инконель 601 -
 Труба из нержавеющей стали 316
Труба из нержавеющей стали 316 -
 Прутки из нержавеющей стали 254SMO
Прутки из нержавеющей стали 254SMO -
 Прутки из хастеллоя C276
Прутки из хастеллоя C276 -
 Пластина из инконеля 600
Пластина из инконеля 600 -
Стальная труба из супердуплексной стали
-
 Труба из хастеллоя C2000
Труба из хастеллоя C2000 -
 Фитинги BW из нержавеющей стали 310S
Фитинги BW из нержавеющей стали 310S -
 Прутки из нержавеющей стали AL6XN
Прутки из нержавеющей стали AL6XN -
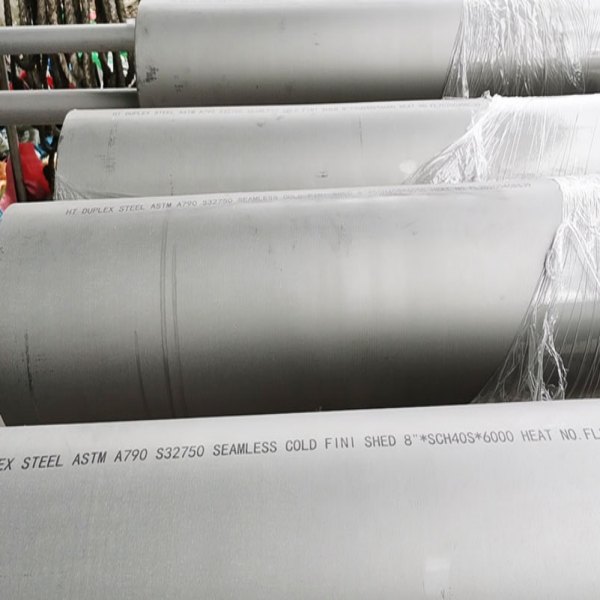 Труба из супердуплексная сталь S32750
Труба из супердуплексная сталь S32750 -
 Нержавеющая сталь 316L
Нержавеющая сталь 316L -
 Нержавеющая сталь 316
Нержавеющая сталь 316









