
плиты 254SMO
Когда речь заходит о плиты 254SMO, многие сразу думают о коррозионной стойкости, но на деле всё сложнее. Лично сталкивался с ситуациями, когда заказчики требовали эту сталь для агрессивных сред, но не учитывали нюансы обработки — например, сварка без правильных присадок вела к межкристаллитной коррозии. Это не просто 'суперсталь', а материал, требующий глубокого понимания.
Почему 254SMO — это не просто аналог 316L
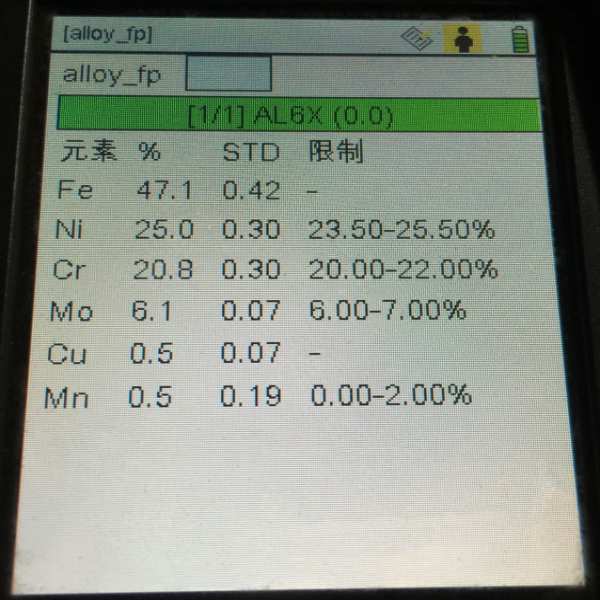
Если сравнивать с обычной нержавейкой, плиты 254SMO содержат 6% молибдена и 0,2% азота — это меняет всё. Помню проект с кислотными ёмкостями, где изначально использовали 316L, но через полгода появились точечные коррозии. Перешли на 254SMO, и через два года осмотр показал лишь минимальные следы износа. Ключ — в устойчивости к хлоридам, что критично для химической промышленности.
Но есть и подводные камни: при резке плит нужно строго контролировать скорость — если перегреть, азот начинает выделяться, и края теряют свойства. Один раз видел, как на производстве испортили партию из-за спешки: резали плазмой без охлаждения, потом на сварных швах пошли трещины. Пришлось заменять весь узел.
Ещё момент: механическая обработка требует твёрдосплавного инструмента. Обычные фрезы быстро тупятся, и если экономить на этом, стоимость обработки съедает всю выгоду от долговечности материала. Здесь важен баланс между первоначальными затратами и сроком службы.
Практические аспекты сварки и обработки
Со сваркой плиты 254SMO история отдельная. Стандартные электроды для нержавейки не подходят — нужны спецприсадки с повышенным содержанием молибдена. Как-то на монтаже морского оборудования сварщики по привычке использовали ER316L, и через месяц швы покрылись рыжими пятнами. Пришлось демонтировать и переделывать с правильными материалами.
Термообработка — ещё один сложный момент. Материал не любит перегрев выше 1150°C, иначе теряется стойкость. В практике был случай, когда плиты случайно держали в печи дольше нормы — после этого они в кислой среде вели себя как обычная сталь. Контроль температуры должен быть жёстким.
Для сложных деталей типа фланцев или фитингов лучше использовать готовые заготовки, а не вырезать из плит — так сохраняется структура материала. Например, JN Special Alloy Technology Co., Ltd. поставляет такие комплектующие, что упрощает монтаж. На их сайте https://www.jnalloy.ru можно подобрать варианты под конкретные задачи.
Ошибки при выборе поставщиков плит 254SMO
Рынок сейчас насыщен предложениями, но не все поставщики обеспечивают стабильное качество. Как-то закупили партию плит у непроверенного производителя — в сертификатах всё идеально, а при ультразвуковом контроле обнаружили внутренние включения. Пришлось отбраковать 30% материала, проект встал.
Сейчас предпочитаем работать с компаниями вроде JN Special Alloy Technology Co., Ltd. — у них прослеживается вся цепочка от выплавки до обработки. В описании указано, что они производят плиты, трубы, прутки, фланцы, фитинги из нержавеющих, дуплексных и никелевых сплавов — это даёт уверенность в совместимости материалов при комплектации объектов.
Важный момент: толщина плит должна соответствовать заявленной с минимальным допуском. В одном из заказов разница в 2 мм по толщине привела к проблемам при сборке теплообменника — нестыковки по фланцам, дополнительные подгонки. Теперь всегда требуем выборочный замер толщины перед отгрузкой.
Реальные кейсы применения в агрессивных средах
На химическом заводе под Уфой устанавливали реакторы для работы с соляной кислотой — использовали плиты 254SMO толщиной 40 мм. Через три года эксплуатации внутренняя поверхность почти без изменений, лишь в зоне сварных швов небольшой следовый износ. Для сравнения — предыдущая конструкция из 904L прослужила всего 1,5 года.
В опреснительных установках материал показал себя неоднозначно: при высоких концентрациях хлоридов стойкость отличная, но при наличии меди в воде возможно точечное повреждение. Пришлось добавлять ингибиторы коррозии — это тот случай, когда универсальных решений нет.
Для деталей типа труб или прутков из 254SMO важно учитывать усталостную прочность — при циклических нагрузках предел выносливости ниже, чем у некоторых никелевых сплавов. В насосном оборудовании это стало критичным: после 20 000 циклов появились микротрещины. Теперь для динамических нагрузок рассматриваем альтернативы типа Hastelloy.
Экономическая целесообразность и альтернативы
Стоимость плиты 254SMO в 3-4 раза выше обычной нержавейки, но для агрессивных сред это часто оправдано. Рассчитывая проект, нужно учитывать не только цену материала, но и стоимость простоев оборудования. Например, замена вышедшего из строя теплообменника на химическом производстве может обойтись дороже, чем разница в цене между 316L и 254SMO.
Для менее критичных применений иногда лучше подходят дуплексные стали — они дешевле, а по стойкости к хлоридам близки. Но если в среде есть окислители типа гипохлорита, 254SMO вне конкуренции.
При закупках через https://www.jnalloy.ru заметил, что они предлагают комплексные решения — не только плиты, но и совместимые фитинги, фланцы. Это сокращает риски нестыковок материалов и упрощает логистику. Для крупных проектов такой подход эффективнее, чем закупка компонентов у разных поставщиков.
В итоге выбор 254SMO — это всегда компромисс между стоимостью, обрабатываемостью и сроком службы. Материал не панацея, но в правильных применениях даёт значительное преимущество. Главное — не экономить на качестве поставок и строго соблюдать технологию обработки.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 321
Пластина из нержавеющей стали 321 -
 Никель 201
Никель 201 -
 Фланец из хастеллоя B2
Фланец из хастеллоя B2 -
 Труба из сплава 31
Труба из сплава 31 -
 Пластина из хастеллоя C4
Пластина из хастеллоя C4 -
 Фланец из хастеллоя C4
Фланец из хастеллоя C4 -
 Фланцы из нержавеющей стали 321H
Фланцы из нержавеющей стали 321H -
 Прутки из инколой 800H
Прутки из инколой 800H -
 Фитинги BW из нержавеющей стали 254SMO
Фитинги BW из нержавеющей стали 254SMO -
 Прутки из нержавеющей стали 316
Прутки из нержавеющей стали 316 -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750 -
 Нержавеющая сталь 17-4PH
Нержавеющая сталь 17-4PH









