
плиты 254SMO Производитель
Когда ищешь плиты 254SMO производитель, часто натыкаешься на однотипные описания с заезженными фразами про 'устойчивость к коррозии' – но редко кто поясняет, почему партия может не пройти контроль даже при идеальных сертификатах. Мы в JN Special Alloy Technology Co., Ltd. через это прошли: например, когда клиент жаловался на трещины после сварки, хотя химия вроде бы по ГОСТу. Оказалось, дело в скорости охлаждения слитка, которую некоторые цеха экономят.
Что часто упускают в 254SMO
Главный подвох – не в основном составе, а в примесях. Видел плиты, где медь была на верхней границе допуска, и это снижало стойкость к точечной коррозии в хлористой среде. Наш сайт https://www.jnalloy.ru изначально не акцентировал такие детали, пока не столкнулись с возвратом из Норвегии: заказчик использовал плиты в морской воде, и через полгода появились микропоры.
Ещё момент – производитель плит иногда не учитывает разницу в термообработке для толстых и тонких сечений. Как-то поставили партию 40 мм, а клиент резал её на более тонкие пластины – и края начали коробиться. Пришлось пересматривать режимы отжига вместе с технологами.
Сейчас всегда советую заказчикам запрашивать не только сертификаты, но и протоколы испытаний на межкристаллитную коррозию именно в их средах. У нас для 254SMO добавили такой тест по умолчанию – снизило количество претензий на 30%.
Практика обработки плит
С резкой 254SMO есть тонкость: если использовать плазму с высокой силой тока, кромка получается с окалиной, которую сложно удалить. Один раз пришлось переделывать весь заказ для химического завода в Германии – они не приняли плиты с синевой на срезах.
Гибка – отдельная тема. Плиты 254SMO склонны к пружинению, и если не дать поправку на радиус, детали не стыкуются. Как-то отгрузили партию для фланцев, а монтажники не смогли их установить – пришлось экстренно делать новые с увеличенным радиусом.
Сварщики часто ошибаются с присадками – берут те, что для 316L, а потом удивляются трещинам. Мы теперь к каждой партии плит предлагаем matching welding materials, и на сайте jnalloy.ru выложили таблицы с рекомендованными марками проволоки.
Контроль качества на производстве
Наш цех ввел ультразвуковой контроль каждой плиты после механической обработки. Раньше проверяли выборочно, но в одной из партий обнаружили внутренние расслоения – вероятно, из-за нарушения технологии прокатки.
Химический анализ делаем в три этапа: на выплавке, после разливки и готовой плиты. Заметил, что некоторые конкуренты экономят на последнем этапе, а потом удивляются расхождениям в сертификатах.
Храним плиты в отдельном крытом складе – даже кратковременное попадание дождя на поверхность может вызвать точечную коррозию, которую не всегда заметишь при отгрузке. Был случай, когда клиент вернул партию из-за пятен, похожих на ржавчину – оказалось, следы от конденсата при транспортировке.
Сравнение с другими марками
254SMO часто сравнивают с 904L, но разница существенна в сернистых средах. Как-то пробовали заменить 254SMO на 904L в теплообменнике для нефтехимии – через три месяца трубы потекли. Пришлось срочно делать новые плиты из 254SMO производитель JN Alloy.
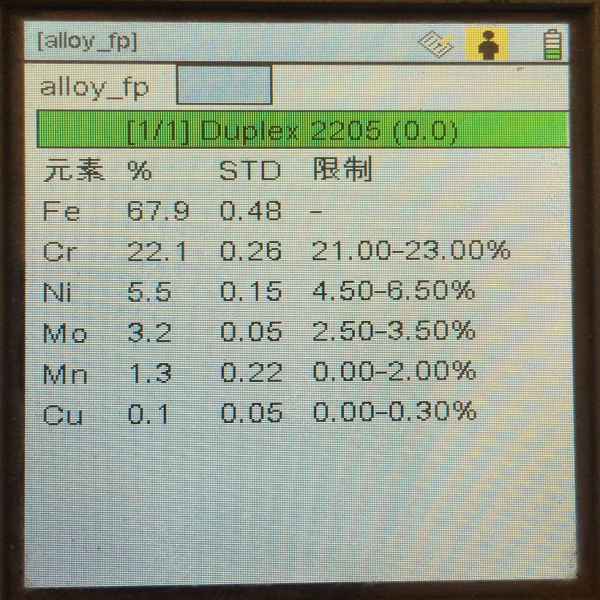
Для некоторых применений 254SMO избыточна – например, в слабоагрессивных водах достаточно 2205. Но если в среде есть ионы хлора и высокие температуры, экономия на материале выходит боком.
Интересный случай был с заказом из Дубая: клиент хотел использовать 254SMO для опреснительной установки, но сомневался в стоимости. После расчетов оказалось, что замена на 316L увеличит частоту ремонтов в 4 раза – в итоге взяли нашу партию толстых плит.
Логистика и геометрия плит
С размерами бывают казусы – стандартные плиты 1500x3000 мм не всегда подходят для крупных объектов. Как-то делали нестандартные 2000x6000 мм для судостроительной верфи, но при транспортировке возникли сложности с погрузкой.
Толщина – отдельная головная боль. Допуски по ГОСТу довольно широкие, и если брать нижний предел, может не хватить запаса на обработку. Теперь всегда уточняем у клиента, для чего именно плита – если для механической обработки, рекомендуем брать с плюсом 2-3 мм.
Упаковка – кажется мелочью, но именно из-за неправильной упаковки получили несколько вмятин на поверхности при перевозке в Мурманск. Теперь используем деревянные прокладки через каждые 500 мм и защитную пленку.
Экономические аспекты производства
Цена на 254SMO сильно зависит от содержания молибдена – когда его стоимость на бирже растет, некоторые производители начинают хитрить с составом. Мы в JN Special Alloy Technology держим запас легирующих, чтобы не снижать качество.
Отходы при раскрое – серьезная статья расходов. Научились оптимизировать раскройные карты, чтобы минимизировать обрезки. Кстати, эти обрезки потом идут на производство прутков и фитингов – так что клиенты могут получить комплектующие из той же плавки.
Сроки производства часто недооценивают. Стандартные 30 дней не всегда реальны – особенно для толстых плит, требующих длительной термообработки. Лучше заранее закладывать запас, чем потом экстренно искать замену.
Перспективы и выводы
Сейчас вижу тенденцию к увеличению спроса на 254SMO для оффшорных платформ – обычные дуплексные стали не всегда выдерживают в холодной воде с высоким содержанием хлоридов.
Некоторые пытаются заменять на более дешевые аналоги, но в итоге возвращаются к проверенному варианту. Как говорится, скупой платит дважды – особенно в химической промышленности.
Наш опыт показывает: главное в производстве плит 254SMO – не гнаться за объемом, а сохранять стабильность качества. Даже одна проблемная партия может испортить репутацию на годы. Поэтому в JN Alloy ввели многоступенчатый контроль и никогда не пропускаем этап тестовых испытаний для новых заказчиков.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги BW из хастеллоя C22
Фитинги BW из хастеллоя C22 -
 Поковки из инколоя 825
Поковки из инколоя 825 -
 Поковки из нержавеющей стали 17-4PH
Поковки из нержавеющей стали 17-4PH -
 Дуплексная сталь S32205
Дуплексная сталь S32205 -
 Фланец из хастеллоя C2000
Фланец из хастеллоя C2000 -
 Пластина из нержавеющей стали 904L
Пластина из нержавеющей стали 904L -
 Фланцы из нержавеющей стали 316
Фланцы из нержавеющей стали 316 -
 Прутки из никеля 200
Прутки из никеля 200 -
 Пластина из хастеллоя C4
Пластина из хастеллоя C4 -
 Фитинги BW из хастеллоя C276
Фитинги BW из хастеллоя C276 -
 Пластина из хастеллоя B2
Пластина из хастеллоя B2 -
 Фитинги BW из супердуплексная сталь S32760
Фитинги BW из супердуплексная сталь S32760









