
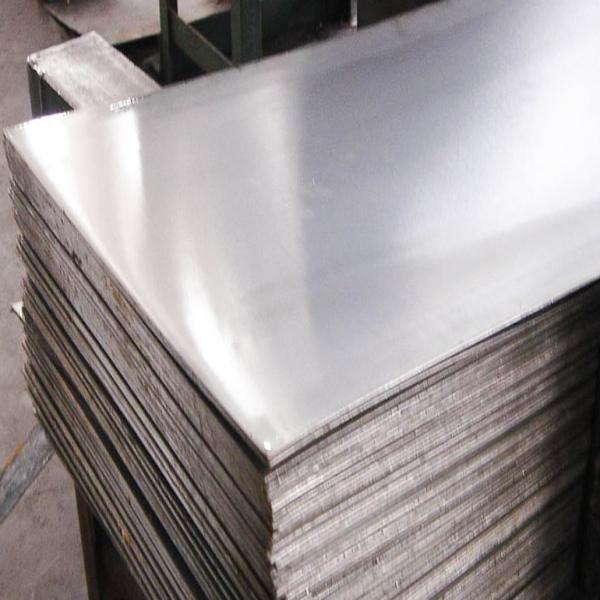
плиты 904L
Если честно, когда слышу про плиты 904L, всегда вспоминаю, сколько людей до сих пор путают их с обычной нержавейкой. Ладно, сплав не самый дешёвый, но главное — многие думают, будто он панацея от всех коррозионных проблем. На деле же всё упирается в детали: где именно применять, как резать, как варить. У нас на производстве бывали случаи, когда заказчик требовал 904L для сред с умеренной агрессивностью — переплачивал втридорога, а потом удивлялся, почему результаты не лучше, чем у 316L. Это не магия, а всего лишь правильный аустенитный сплав с добавками меди и молибдена — но и тут есть нюансы, о которых редко пишут в спецификациях.
Особенности структуры и химического состава
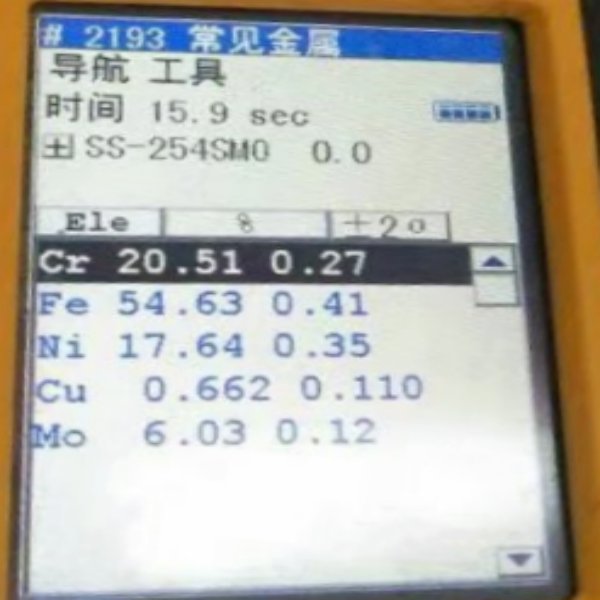
Когда впервые столкнулся с 904L, обратил внимание на его состав: высокое содержание никеля, плюс медь, плюс молибден. Казалось бы, стандартный набор для коррозионной стойкости. Но медь — вот что часто упускают — даёт не просто устойчивость к кислотам, а именно к серной кислоте в широком диапазоне концентраций. Помню, как на одном из объектов в химической промышленности ставили эксперимент: сравнивали поведение 904L и дуплексной стали. В слабокислых средах дуплекс показывал себя неплохо, но как только концентрация серной кислоты поднималась выше 5% — начинались проблемы. 904L же держался стабильно, хотя и не без оговорок по температуре.
Структура аустенита здесь не такая, как у 304 или 316 марок. Иногда при неправильной термообработке могут появляться карбиды — особенно если охлаждение после сварки было медленным. Один раз видел, как на производстве JN Special Alloy Technology Co., Ltd. отгрузили партию плит, где в углах были микротрещины именно из-за этого. Пришлось возвращать, пережигать — в общем, морока. Но справедливости ради, на их сайте https://www.jnalloy.ru обычно с такими косяками не сталкиваешься — видно, что контроль на месте есть.
Ещё момент: если говорить про листы большой толщины, тут важно следить за однородностью структуры по всему сечению. Как-то работал с плитой 50 мм — в центре оказались зоны с пониженным содержанием молибдена. В итоге в средах с хлоридами началась точечная коррозия. Вывод простой: не доверяй сертификатам слепо, всегда проверяй вырезки сам, особенно если дело касается критичных объектов.
Сложности обработки и сварки
Резать 904L — та ещё задача. Обычные абразивные круги быстро садятся, лучше использовать плазму или воду с абразивом. Но и тут есть подводные камни: если скорость реза слишком высокая, кромка получается с наклёпом, и потом при сварке могут пойти трещины. Сам пару раз наступал на эти грабли, пока не подобрал режимы. Сейчас обычно режу на низких оборотах с хорошим охлаждением — так и кромка чище, и деформаций меньше.
Со сваркой ещё интереснее. Электроды должны быть специальные, с повышенным содержанием никеля. Если варить чем попало, шов получится хрупким. Помню, на монтаже теплообменника один сварчик решил сэкономить и использовал электроды для 316L. Через месяц по швам пошла коррозия — пришлось переделывать весь узел. Кстати, на https://www.jnalloy.ru в разделе фитингов есть неплохой подбор совместимых материалов для сварки — иногда подсматриваю там, когда свои таблицы под рукой нет.
После сварки обязательно травление пастой — иначе в зоне термического влияния теряется стойкость. Некоторые пренебрегают, мол, и так сойдёт. Но я видел объекты, где на таких швах через полгода появлялись рыжие потёки. Не смертельно, конечно, но для аппаратуры, работающей с чистыми средами, недопустимо.
Реальные кейсы применения
Один из самых показательных примеров — использование плит 904L в скрубберах на целлюлозно-бумажном производстве. Там среды жёсткие: сернистые соединения, хлориды, плюс высокая температура. Изначально ставили дуплексную сталь, но через год-полтора начинались проблемы с щелевой коррозией. Перешли на 904L — и аппараты работают уже пятый год без существенного износа. Правда, пришлось повозиться с креплениями — обычные нержавеющие болты не подошли, ставили титановые.
В химической промышленности часто применяют для ёмкостей под уксусную и муравьиную кислоты. Но тут важно помнить про температурные ограничения — выше 80°C в концентрированных кислотах стойкость падает. Был случай, когда заказчик проигнорировал этот момент — в результате реактор пришлось менять через полтора года. Сейчас всегда уточняю температурный режим, даже если в ТЗ он не указан.
Ещё интересный момент: в фармацевтике 904L иногда используют для биореакторов, но там свои требования по чистоте поверхности. Полировка должна быть практически идеальной, без каких-либо пор. Как-то работал с плитами от JN Special Alloy — пришли с дефектами полировки, мелкими раковинами. Пришлось дополнительно шлифовать на месте, терять время. С тех пор всегда требую сертификаты с параметрами шероховатости.
Типичные ошибки при выборе и монтаже
Самая распространённая ошибка — использовать 904L там, где достаточно более дешёвых марок. Видел, как его ставили в системы водоподготовки с низким содержанием хлоридов — абсолютно неоправданная трата денег. И наоборот: в средах с высокой концентрацией хлоридов при повышенных температурах иногда пытаются обойтись 316L — результат всегда плачевный.
При монтаже часто забывают про совместимость с другими материалами. К примеру, если фланцы из 904L, а крепёж из обычной нержавейки — в местах контакта неизбежна гальваническая коррозия. Сам предпочитаю заказывать комплекты у одного поставщика — например, на том же https://www.jnalloy.ru можно сразу взять и плиты, и фитинги, и крепёж. Так меньше головной боли с совместимостью.
Ещё один нюанс — обработка кромок. Если торец плиты не обработан после резки, там могут остаться микротрещины, которые станут очагами коррозии. Особенно критично для аппаратов, работающих под давлением. Как-то пришлось полностью перебирать сепаратор из-за такой мелочи — трещина пошла от необработанной кромки и распространилась почти на полметра.
Перспективы и альтернативы
Сейчас появляются новые сплавы — те же супердуплексы или хастеллои. Для некоторых применений они могут быть интереснее 904L. Например, в средах с высоким содержанием хлоридов при температурах выше 50°C супердуплекс часто показывает лучшую стойкость к точечной коррозии. Но и стоимость у него соответствующая.
Из интересного: недавно пробовали комбинированные решения — основа из углеродистой стали с плакировкой из 904L. Для больших ёмкостей выходит экономически выгодно, но только если нет цикличных температурных нагрузок — иначе может отслоиться.
Если говорить про поставщиков, то те же JN Special Alloy Technology предлагают неплохой ассортимент — от плит до прутков и фланцев. На их сайте https://www.jnalloy.ru видно, что работают с разными марками, включая никелевые сплавы. Это удобно, когда нужен комплексный подход к проекту.
В целом, 904L остаётся рабочим вариантом для многих агрессивных сред, но требует понимания его ограничений. Слепое применение без анализа конкретных условий — верный путь к лишним затратам и проблемам в эксплуатации.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 316H
Пластина из нержавеющей стали 316H -
 Фитинги BW из хастеллоя B3
Фитинги BW из хастеллоя B3 -
 Поковки из хастеллоя X
Поковки из хастеллоя X -
 Хастеллой C2000
Хастеллой C2000 -
 Труба из нержавеющей стали 347
Труба из нержавеющей стали 347 -
 Инконель 601
Инконель 601 -
 Фитинги BW из хастеллоя C22
Фитинги BW из хастеллоя C22 -
 Труба из хастеллоя G30
Труба из хастеллоя G30 -
 Труба из нержавеющей стали AL6XN
Труба из нержавеющей стали AL6XN -
 Нержавеющая сталь 254SMO
Нержавеющая сталь 254SMO -
 Поковки из нержавеющей стали 347H
Поковки из нержавеющей стали 347H -
 Пластина из сплава 20
Пластина из сплава 20
Связанный поиск
Связанный поиск- Стальная труба из хастеллойной стали
- Стальная плита из нержавеющей стали 254
- Китай 304 Стальная труба из нержавеющей стали цена
- известный Пластины A240
- Китай Бесшовная труба из нержавеющей стали завод
- фланец нержавеющий aisi 316
- Стальная плита из хастеллойной стали C276
- Круглый стержень из инколоя 800
- Пластины 2507 завод
- высокое ксчество труба S32205









