
плиты S31803
Если честно, до сих пор встречаю проектировщиков, которые путают S31803 с обычной нержавейкой - потом на объектах трещины по сварным швам идут. На самом деле это не просто 'сталь с хромом', а полноценный дуплекс с характерным соотношением феррита и аустенита 50/50.
Ключевые отличия от аналогов
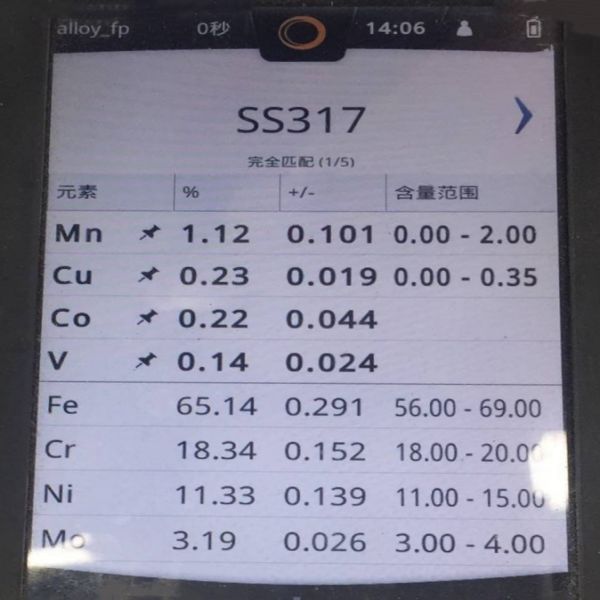
Когда в 2018 году мы закупали первую партию через JN Special Alloy Technology Co., Ltd., пришлось перепроверять сертификаты трижды. Важно не только содержание молибдена 2.5-3.5%, но и контроль примесей - особенно меди и вольфрама, которые у китайских поставщиков иногда 'забывают' указать.
На их сайте https://www.jnalloy.ru в разделе дуплексных сталей как раз акцент на контроль химии делают. Помню, в 2020 пришла партия с повышенным содержанием азота - при сварке поры пошли, хотя по сертификату всё идеально. Пришлось возвращать, но они без вопросов заменили.
Сейчас всегда требую дополнительные испытания на ударную вязкость при -40°C. У нормального S31803 показатель должен быть не менее 45 Дж, а у подделок редко выше 30.
Проблемы при обработке
Резать газом - категорически нельзя, только плазмой или водой под высоким давлением. Один раз видел, как на стройке пытались автогеном - потом полметра плиты пришлось вырезать из-за межкристаллитной коррозии по краям.
Для механической обработки нужно специальные твердосплавные пластины - обычные для нержавейки выкрашиваются за пару часов. Особенно сложно с отверстиями диаметром менее 6 мм - стружка липнет, приходится постоянно подтачивать сверла.
Шлифовка - отдельная история. Если перегреть поверхность выше 350°C - фазовая стабильность нарушается. Приходится работать в несколько проходов с охлаждением, что увеличивает время обработки на 30-40%.
Сварка и монтаж
Здесь главное - контроль температуры межпрокатного подогрева. Диапазон 100-150°C, но на практике лучше держаться ближе к нижней границе. Видел случаи, когда 'для надёжности' грели до 200 - потом в зоне термического влияния выпадали интерметаллиды.
Присадки должны быть с повышенным содержанием никеля - около 9-10%, иначе баланс фаз не сохранить. В прошлом году на объекте в Уфе сварщики использовали обычные электроды для нержавейки - через месяц по швам пошли микротрещины.
После сварки обязательно травление пастами на основе азотной кислоты. Но важно не передержать - для S31803 достаточно 15-20 минут, иначе поверхность становится матовой.
Реальные случаи применения
На химическом заводе в Перми использовали эти плиты для изготовления ёмкостей под хлоридные растворы. Через три года эксплуатации - только поверхностные потускнения, в то время как обычная 316L показала точечную коррозию глубиной до 0.8 мм.
В морской воде ситуация сложнее - при температуре выше 40°C начинается кревисная коррозия. Для шельфовых проектов лучше рассматривать S32750, хотя стоимость на 25-30% выше.
Интересный случай был на целлюлозно-бумажном комбинате - плиты S31803 работали в контакте с сернистыми соединениями. Через 5 лет замеры показали потерю толщины всего 0.05 мм при расчётных 0.15 мм.
Вопросы поставок и контроля качества
С JN Special Alloy работаем с 2017 года - стабильное качество, но требуются дополнительные проверки. Их лабораторные протоколы иногда 'забывают' указать результаты испытаний на стойкость к точечной коррозии (PREN).
Минимальная партия у них - обычно 2 тонны, что для небольших проектов многовато. Приходится объединять заказы с другими подрядчиками, что создаёт логистические сложности.
Сертификаты соответствия у них всегда в порядке, но вот радиографический контроль сварных соединений лучше проводить самостоятельно. Дважды находили непровары в тестовых образцах, хотя по их документам всё было идеально.
Перспективы и альтернативы
Сейчас появляются модификации с добавлением вольфрама - S31803 W, но опыт работы с ними пока ограничен. По данным из https://www.jnalloy.ru, они планируют запуск производства таких марок в следующем году.
Для агрессивных сред с содержанием хлоридов выше 5000 ppm уже стоит рассматривать супердуплексы - хоть и дороже, но срок службы оправдывает затраты.
Интересно, что для теплообменников иногда выгоднее использовать комбинацию - трубы из S31803, а плиты из более дешёвой 316L. Но это требует тщательных расчётов по гальванической совместимости.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Прутки из нержавеющей стали 316H
Прутки из нержавеющей стали 316H -
 Труба из монеля K500
Труба из монеля K500 -
 Нержавеющая сталь 317
Нержавеющая сталь 317 -
 Прутки из нержавеющей стали 304L
Прутки из нержавеющей стали 304L -
 Поковки из нержавеющей стали 316LN
Поковки из нержавеющей стали 316LN -
 Прутки из дуплексной стали S32205
Прутки из дуплексной стали S32205 -
 Фитинги BW из нержавеющей стали 321H
Фитинги BW из нержавеющей стали 321H -
 Пластина из инколоя 800HT
Пластина из инколоя 800HT -
 Пластина из никеля 200
Пластина из никеля 200 -
 Нержавеющая сталь 17-4PH
Нержавеющая сталь 17-4PH -
 Пластина из нержавеющей стали 310S
Пластина из нержавеющей стали 310S -
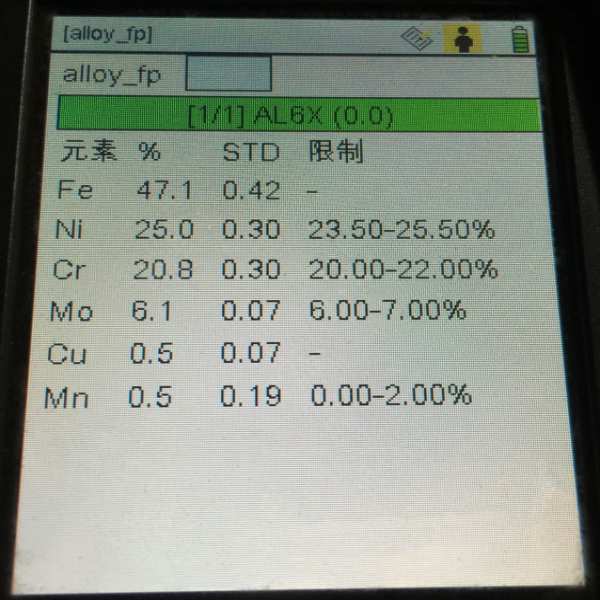 Нержавеющая сталь AL6XN
Нержавеющая сталь AL6XN
Связанный поиск
Связанный поиск- труба S32205 заводы
- фланец воротниковый aisi 316
- OEM плиты S32205
- приварные фланцы
- 304l Круглый стержень из нержавеющей стали
- 316LN Трубопроводная арматура из нержавеющей стали
- Трубопроводная арматура из инконеля
- Китай 321 Стальная труба из нержавеющей стали заводы
- Круглый стержень из инконеля
- Китай 310S Стальная труба из нержавеющей стали завод









