
плиты S31803 Производители
Когда ищешь плиты S31803, производители часто подают это как универсальное решение, но на деле всё упирается в технологические цепочки. Многие забывают, что S31803 — это не просто марка, а целая история с термообработкой и контролем структуры.
Что действительно важно в S31803
Смотришь на сертификаты, а там идеальные цифры по химсоставу. Но когда режешь такую плиту, видишь — неоднородность по краям есть. Это частая проблема у тех, кто экономит на гомогенизации. Особенно критично для сварных конструкций, где зона ТВЧ потом трещит.
Мы как-то брали партию у завода, где заявленная коррозионная стойкость была под вопросом. В лаборатории выяснилось — недодержали в растворе при травлении. Мелочь, а потом клиент вернул полторы тонны готовых изделий.
Сейчас обращаю внимание не на громкие названия, а на то, есть ли у поставщика собственный контроль на каждом переделе. Например, JN Special Alloy Technology Co., Ltd. — они дают доступ к протоколам ультразвукового контроля, это серьёзно.
Где подвохи в механических свойствах
Прочностные характеристики — отдельная тема. ГОСТ требует 620 МПа, но некоторые азиатские производители дают едва 580. Хотя формально в сертификате всё красиво. Проверяем всегда сами на разрывной машине — уже дважды попадались плиты с несоответствием.
Запомнился случай с термической резкой — плита S31803 начала сыпаться по кромке. Оказалось, нарушен режим охлаждения после прокатки. Пришлось менять поставщика, хотя до этого три года работали без нареканий.
Сейчас предпочитаем дуплексные стали с запасом по ударной вязкости. На пластины S31803 особенно внимательно смотрим испытания при минусовых температурах — для северных проектов это ключевой параметр.
Как оценить реальное качество
Никогда не доверяю образцам 'для демонстрации'. Прошу разрезать из середины пласта — именно там часто вылезают проблемы с ликвацией. Особенно важно для толстолистового проката от 40 мм.
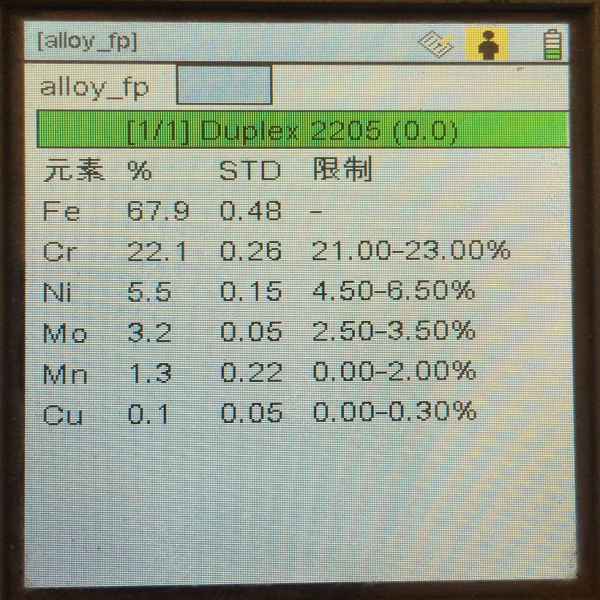
Микроструктура — вот что показывает профессионализм производителя. Идеальное соотношение феррита и аустенита 50/50 редко кто выдерживает. Чаще видишь 60/40, а это уже влияет на стойкость к точечной коррозии.
У jnalloy.ru в этом плане подход нравится — предоставляют металлографические снимки каждой плавки. Не все готовы так открыто работать.
Практические моменты обработки
Сварка S31803 — отдельная головная боль. Если производитель не контролировал межкристаллитную коррозию, после сварки шов начинает 'цвести'. Приходится подбирать режимы практически вслепую.
Как-то делали теплообменник — после плазменной резки появились микротрещины. Стали разбираться — виноват был не наш технолог, а повышенное содержание азота в стали от поставщика. Теперь всегда требуем анализ газов.
Для сложных деталей типа фланцев из S31803 вообще предпочитаем работать с проверенными компаниями. Тот же JN Special Alloy Technology как производитель из плит, труб, прутков — у них стабильная логистика и понятная система контроля.
Что ещё влияет на выбор
Цена — конечно важный фактор, но когда считаешь полную стоимость переделок из-за брака, понимаешь — лучше переплатить. Особенно для ответственных объектов типа нефтяных платформ или химзаводов.
Сроки поставки — многие обещают 14 дней, а потом оказывается, что металл ещё в прокатном стане. Мы сейчас работаем с теми, кто держит складские запасы дуплексных нержавеющих сталей. Так надёжнее.
Из нишевых моментов — доступность нестандартных размеров. Например, нам часто нужны плиты 1500х6000 мм — не каждый производитель может обеспечить такой формат без сварных соединений.
Личный опыт и выводы
За десять лет сменил штук семь поставщиков S31803. Остановился на трёх проверенных, включая JN Special Alloy Technology Co., Ltd. — у них хорошее сочетание цены и качества, плюс есть вся сопутствующая продукция: фитинги, прутки, трубы из дуплексных сталей.
Сейчас многие гонятся за дешевыми вариантами, но на сложных проектах это выходит боком. Помню, как пришлось переделывать партию обечаек — сэкономили 15% на металле, потеряли 200% на исправлениях.
Вывод простой: с S31803 нельзя работать по принципу 'лишь бы подешевле'. Здесь каждый рубль экономии может обернуться тысячами убытков. Лучше выбирать производителей с полным циклом и прозрачной системой контроля качества.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
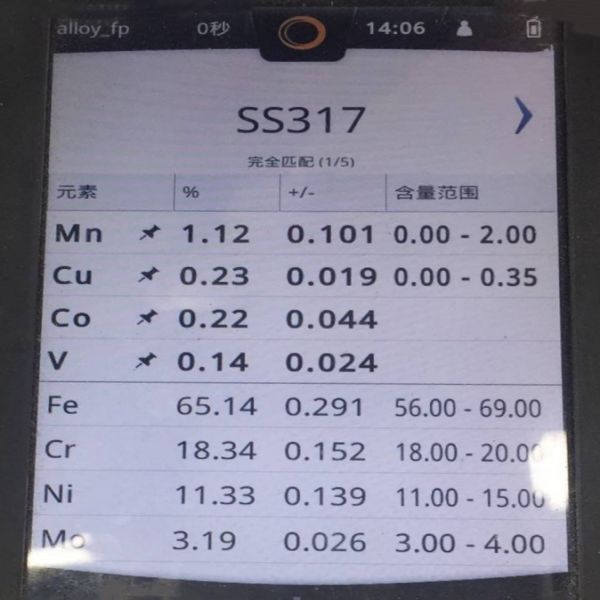 Труба из нержавеющей стали 317
Труба из нержавеющей стали 317 -
 Прутки из инконеля 718
Прутки из инконеля 718 -
 Поковки из нержавеющей стали 321
Поковки из нержавеющей стали 321 -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750 -
 Поковки из хастеллоя C4
Поковки из хастеллоя C4 -
 Прутки из нержавеющей стали 17-4PH
Прутки из нержавеющей стали 17-4PH -
 Пластина из хастеллоя B3
Пластина из хастеллоя B3 -
 Труба из супердуплексная сталь S32760
Труба из супердуплексная сталь S32760 -
 Прутки из нержавеющей стали 316
Прутки из нержавеющей стали 316 -
 Фланец из инконеля 625
Фланец из инконеля 625 -
 Фитинги BW из хастеллоя C22
Фитинги BW из хастеллоя C22 -
 Прутки из нержавеющей стали 310S
Прутки из нержавеющей стали 310S
Связанный поиск
Связанный поиск- известный плиты S32205
- плиты 904L Поставщики
- сертификат плиты 2205
- Отводы сталь
- Трубопроводная арматура из хастеллойной стали B2
- 347 Фланец из нержавеющей стали
- сертификат труба S31803
- 317L Стальная труба из нержавеющей стали
- Китай Бесшовная труба из нержавеющей стали продукты
- Китай 321 Стальная труба из нержавеющей стали заводы









