
плиты S32205 заводы
Когда говорят про плиты S32205, многие сразу представляют себе идеально ровные листы с лабораторным составом. На практике же даже на крупных заводах вроде Челябинского меткомбината бывают отклонения по ферритной фазе - мы как-то получили партию где содержание феррита едва дотягивало до 30%, хотя по сертификату стояло 45%. Это к вопросу о том, почему дуплексные стали требуют особого контроля на каждом этапе.
Технологические нюансы прокатки
При прокатке S32205 важно соблюдать не только температурный режим (обычно °C), но и скорость охлаждения. Помню случай на 'Северстали' - пытались ускорить процесс и получили межкристаллитную коррозию в зонах термического влияния. Пришлось отправлять всю партию на переплавку.
Сейчас многие заводы переходят на контролируемое охлаждение водой, но здесь есть своя опасность - если не выдержать pH воды, могут появиться точечные очаги коррозии. Мы как-то получили плиты с микроскопическими раковинами именно по этой причине.
Толщина плит тоже играет роль - при заказе свыше 80 мм начинаются проблемы с равномерностью структуры. Для критичных объектов типа нефтехимических реакторов лучше брать плиты с ультразвуковым контролем по всей поверхности.
Проблемы контроля качества
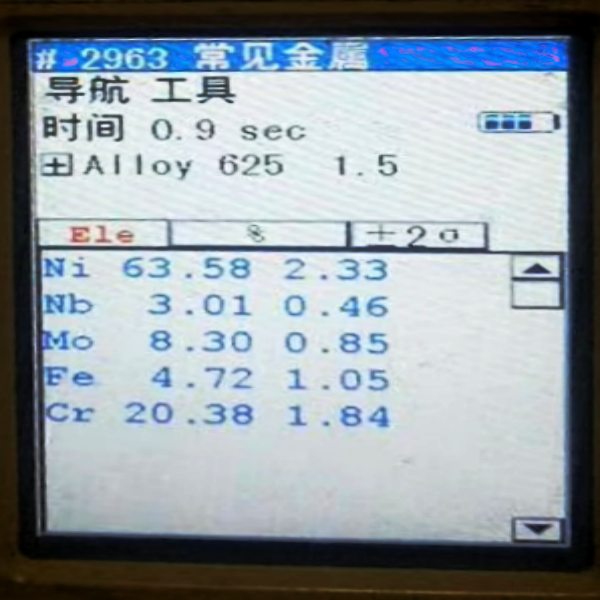
Сертификаты - это хорошо, но мы всегда делаем выборочную проверку на спектрометре. Как-то раз в сертификате на плиты S32205 указали молибден 3.1%, а фактически было 2.8%. Для большинства применений некритично, но для шельфовых проектов - брак.
Особое внимание уделяем тестам на коррозионную стойкость в хлоридосодержащих средах. Некоторые поставщики экономят на испытаниях, ограничиваясь только солевым распылением. Это не дает полной картины для работы в морской воде.
Микроструктура - отдельная тема. Идеальное соотношение аустенит/феррит 50/50 достигается редко, допустимые отклонения ±10% не всегда подходят для сварных конструкций. Мы для ответственных заказов заказываем дополнительный отжиг.
Логистика и обработка
Транспортировка плит - отдельная головная боль. Без защитного покрытия торцы быстро покрываются побежалостью. Один раз пришлось принимать плиты где края были синими - пришлось снимать по 5 мм с каждой стороны.
Резка - только плазмой или водяной струей. Лазер не подходит из-за образования карбидов хрома по кромкам. Газовую резку вообще исключаем - помню, как испортили 12-тонную плиту из-за неправильно подобранных параметров.
Для механической обработки рекомендуем твердосплавный инструмент с покрытием TiAlN. Обычные фрезы изнашиваются в 3-4 раза быстрее. Проверено на практике при изготовлении матриц для прессования.
Сравнение с импортными аналогами
Шведские плиты всегда были эталоном, но последние годы наши заводы сильно подтянулись. Например, ВИЗ-Сталь по некоторым параметрам даже превосходит импорт по чистоте поверхности.
Китайские производители вроде JN Special Alloy Technology Co., Ltd. предлагают конкурентные цены, но с доставкой бывают задержки. С их сайта https://www.jnalloy.ru видно что они работают с полным циклом - от плит до фитингов, это плюс.
Что интересно, их дуплексные стали иногда лучше ведут себя при низких температурах. Возможно, из-за особенностей технологии выплавки. Но для критичных применений все равно требуем дополнительные испытания.
Практические рекомендации по выбору
Для химической аппаратуры лучше брать плиты с дополнительной проверкой на стойкость к сероводородному растрескиванию. Стандартные испытания не всегда это выявляют.
Толщину всегда берем с запасом 2-3 мм на обработку. Особенно если предстоит полировка - дуплексные стали требуют аккуратного подхода к шлифовке.
При заказе указываем не только механические свойства, но и требования к чистоте поверхности. Для пищевого оборудования это критично - матовая поверхность лучше удерживает пассивирующий слой.
Сейчас многие обращаются к JN Special Alloy Technology через их сайт https://www.jnalloy.ru - у них широкий сортамент по размерам плит, что удобно для нестандартных проектов. Их профиль как производителя нержавеющих и дуплексных сталей подходит для большинства промышленных задач.
Перспективы развития
Сейчас вижу тенденцию к увеличению спроса на толстые плиты - до 200 мм. Для ветроэнергетики и морских платформ это актуально. Но не все заводы могут обеспечить равномерность структуры по всему сечению.
Появляются модификации S32205 с добавлением вольфрама - для повышения жаропрочности. Но сварка таких марок требует особых технологий, обычные методы не подходят.
Думаю, скоро появятся российские аналоги с улучшенными характеристиками. Уже сейчас на экспериментальных партиях видны хорошие результаты по ударной вязкости при низких температурах.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги BW из нержавеющей стали 316Ti
Фитинги BW из нержавеющей стали 316Ti -
 Пластина из никеля 201
Пластина из никеля 201 -
 Фланцы из нержавеющей стали 304
Фланцы из нержавеющей стали 304 -
 Фитинги BW из хастеллоя G30
Фитинги BW из хастеллоя G30 -
 Труба из монеля K500
Труба из монеля K500 -
 Поковки из монеля 400
Поковки из монеля 400 -
 Фланец из инколоя 800HT
Фланец из инколоя 800HT -
 Монель 400
Монель 400 -
 Пластина из хастеллоя C276
Пластина из хастеллоя C276 -
 Фитинги BW из инколоя 800H
Фитинги BW из инколоя 800H -
 Поковки из инконеля 625
Поковки из инконеля 625 -
 Труба из нержавеющей стали 310S
Труба из нержавеющей стали 310S
Связанный поиск
Связанный поиск- Китай 317 Стальная труба из нержавеющей стали Производители
- фланцы из 316ti
- тройник 12х18н10т
- Круглый стержень из монеля K500
- Китай 317L Стальная труба из нержавеющей стали продукты
- Пластины 254SMO Поставщик
- оптом ASTM A790
- высокое ксчество Пластины A240
- Китай 316H Стальная труба из нержавеющей стали продукты
- Пластины S31803 цена









