
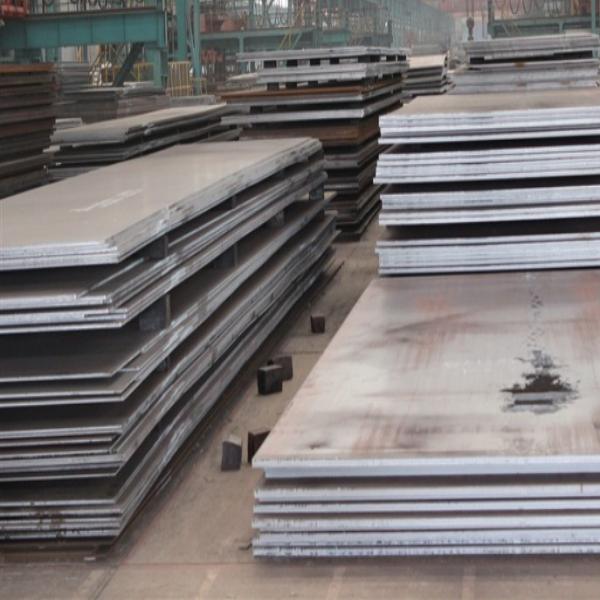
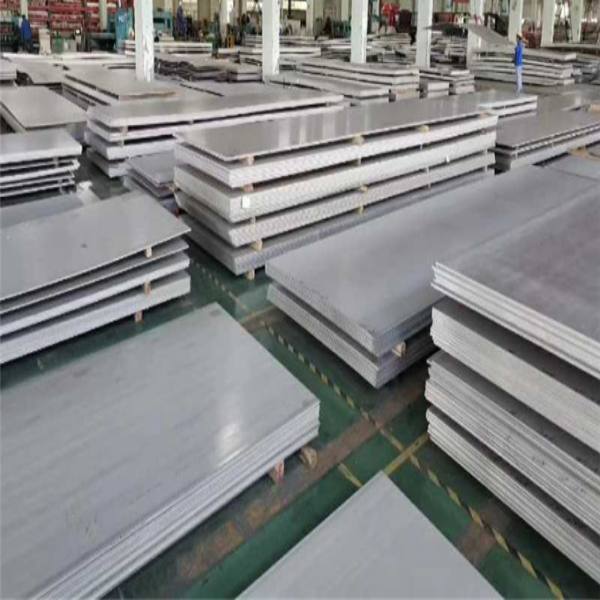
плиты S32750
Если честно, когда впервые столкнулся с S32750 лет семь назад, думал — очередной дуплекс с завышенными характеристиками. Но на деле оказалось, что этот сплав действительно держит удар в агрессивных средах, хотя и требует специфичного подхода.
Ключевые отличия S32750 от стандартных нержавеек
Главное заблуждение — считать его просто улучшенной версией 316-й стали. На деле здесь принципиально иная структура: 50% феррита и 50% аустенита, что даёт одновременно и прочность, и пластичность. Но именно это и создаёт сложности при обработке.
Помню, на одном из объектов в Уфе заказчик требовал срочно изготовить теплообменник. Взяли стандартные режимы резки — и получили микротрещины по кромкам. Пришлось переходить на плазменную резку с водяным охлаждением, плюс увеличить припуск на последующую механическую обработку.
Интересно, что многие недооценивают важность термической обработки после сварки. Для S32750 это не просто рекомендация, а необходимость — особенно если речь идёт о работе с хлоридными средами. Проверено на практике: без правильного отпуска даже качественный шов со временем показывает коррозию в зоне термического влияния.
Проблемы при механической обработке
Твёрдость по Бринеллю в районе 300 HB создаёт сложности при фрезеровке. Обычный инструмент из быстрорежущей стали тут не работает — только твердосплавные пластины с специальным покрытием. Но и это не панацея.
На производстве JN Special Alloy Technology как-то пришлось делать партию деталей для нефтяной платформы. Рассчитали режимы резания по стандартным формулам — и за полдня убили комплект фрез. Оказалось, нужно уменьшать подачу на 20% против расчётной и использовать эмульсию с повышенной смачивающей способностью.
Ещё нюанс — при сверлении глубоких отверстий стружка имеет тенденцию налипать на режущую кромку. Решение нашли экспериментально: комбинированное сверло с полированными канавками и импульсная подача СОЖ. Кстати, этот опыт потом пригодился и для других дуплексных сталей.
Специфика сварки
Здесь большинство ошибок связано с неправильным подбором присадочного материала. Если использовать обычные электроды для нержавейки, получим неравновесную структуру шва. Нужны специализированные материалы — типа AWS A5.9 ER2594.
На объекте в Татарстане был случай: сварщики, привыкшие к работе с 304-й сталью, пренебрегли предварительным подогревом до 150°C. Результат — холодные трещины в угловых швах. Пришлось демонтировать участок и переделывать с полным соблюдением технологии.
Важный момент, который часто упускают из виду: после сварки обязательно нужно делать травление пастой. Это не просто эстетика — удаляется оксидная плёнка и восстанавливается коррозионная стойкость. Проверяли методом солевого распыления — разница в 3-4 раза по времени до появления первых признаков коррозии.
Реальные примеры применения
На химическом заводе под Пермью плиты S32750 использовали для изготовления ёмкостей под сернокислые среды. Через три года эксплуатации — только поверхностные потускнения, в то время как обычная 316L показала точечную коррозию уже через полгода.
Но есть и неудачный опыт: при строительстве опреснительной установки в Сочи не учли содержание бромидов в морской воде. Через 18 месяцев появились коррозионные язвы в зонах застоя. Вывод — для сред с высоким содержанием галогенидов нужно дополнительно проверять стойкость в конкретных условиях.
Интересный кейс был с JN Special Alloy Technology — поставляли плиты S32750 для ремонта скрубберов на металлургическом комбинате. Там как раз сработало сочетание стойкости к серной кислоте и абразивному износу. Но пришлось дополнительно усиливать зоны крепления — стандартные решения не подошли из-за вибрационных нагрузок.
Экономические аспекты выбора
Да, первоначальная стоимость выше чем у 316L примерно в 2.5 раза. Но если считать полный жизненный цикл — зачастую выгоднее. На примере теплообменного оборудования: межремонтный период увеличился с 2 до 7 лет.
Однако не всегда это оправдано. Для слабоагрессивных сред при температуре до 50°C переплата не имеет смысла. А вот для горячих рассолов или сернистых соединений — экономия на замене оборудования перекрывает первоначальные затраты.
Кстати, сейчас многие пытаются заменять S32750 на более дешёвые аналоги типа 2205. Но в условиях высоких концентраций хлоридов при повышенных температурах разница становится критичной. Проверяли в лабораторных условиях — при 80°C в 25% растворе NaCl 2205 показывает точечную коррозию уже через 500 часов, тогда как S32750 держится 2000+ часов.
Практические рекомендации по закупкам
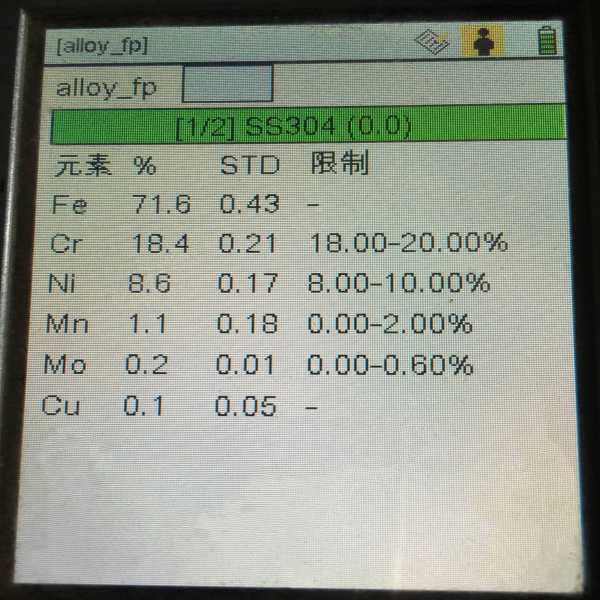
При выборе поставщика всегда запрашивайте не только сертификаты, но и результаты реальных испытаний. Особенно важно содержание азота — даже небольшое отклонение от 0.24-0.32% резко снижает стойкость к точечной коррозии.
В JN Special Alloy Technology обычно предоставляют полный пакет документов, включая результаты УЗК-контроля. Это важно — однажды столкнулся с скрытыми расслоениями в плитах от другого поставщика, которые проявились только при механической обработке.
Ещё совет: при приёмке обязательно проверяйте твёрдость в нескольких точках, особенно near the edges. Неоднородность — частый признак неправильной термообработки. Ну и визуальный контроль никто не отменял — поверхность должна быть без окалины и с равномерным травлёным слоем.
Перспективы и альтернативы
Сейчас появляются модификации с добавлением вольфрама — типа S32760. Но по моим наблюдениям, для большинства применений это избыточно. Разве что для особо агрессивных сред с высоким содержанием хлоридов при температурах выше 90°C.
Из интересного — недавно тестировали комбинированные конструкции: основная часть из углеродистой стали с плакировкой из S32750. Экономия веса и стоимости при сохранении коррозионной стойкости. Но технология сварки таких комбинаций требует отдельной проработки.
В целом, материал проверенный и надёжный, хотя и требующий строгого соблюдения технологических процессов. Главное — не пытаться адаптировать под него стандартные методики работы с нержавейками, а учитывать его специфику с самого начала проектирования.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Поковки из сплав 20
Поковки из сплав 20 -
 Прутки из нержавеющей стали 304L
Прутки из нержавеющей стали 304L -
 Фланцы из нержавеющей стали 304
Фланцы из нержавеющей стали 304 -
 Фитинги BW из никель 200
Фитинги BW из никель 200 -
 Фитинги BW из нержавеющей стали 310S
Фитинги BW из нержавеющей стали 310S -
 Пластина из нержавеющей стали 321H
Пластина из нержавеющей стали 321H -
 Пластина из нержавеющей стали 317L
Пластина из нержавеющей стали 317L -
 Фитинги BW из инколоя 800H
Фитинги BW из инколоя 800H -
 Поковки из хастеллоя C22
Поковки из хастеллоя C22 -
 Инконель 601
Инконель 601 -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750 -
 Пластина из инколоя 800HT
Пластина из инколоя 800HT
Связанный поиск
Связанный поиск- Китай 316 Стальная труба из нержавеющей стали заводы
- купить ASTM A240
- Китай 321 Стальная труба из нержавеющей стали Поставщик
- Китай Бесшовная труба из нержавеющей стали заводы
- Пластины A240 Производители
- самый лучший Пластины S32205
- Круглый стержень из хастеллойной стали B2
- 321 Круглый стержень из нержавеющей стали
- Китай 321 Стальная труба из нержавеющей стали цена
- Китай Пластины 904L









