
тройники нержавеющие 12х18н10т
Когда слышишь ?тройники нержавеющие 12х18н10т?, первое, что приходит в голову — это стандартная ?пищевая? нержавейка, а значит, и проблем с ней быть не должно. Вот тут и кроется первый подводный камень. Многие заказчики, да и некоторые поставщики, считают, что раз марка известная, то все изделия из нее — как близнецы. На деле же, между тройником, который просто соответствует химическому составу, и фитингом, который будет десятилетиями стоять на ответственной линии с агрессивной средой, — пропасть. Лично сталкивался, когда партия формально ?проходила? по сертификатам, но после полугода работы в контуре с хлоридами дала точечную коррозию на сварных швах. Виновата была не столько сталь, сколько... но об этом дальше.
Не просто AISI 321: нюансы материала 12х18н10т
Да, это наш аналог AISI 321. Титан для стабилизации против межкристаллитной коррозии — это знают все. Но вот что часто упускают: содержание самого титана и технология его введения. Если его меньше пятикратного содержания углерода, толку будет мало. Видел сертификаты, где Ti едва дотягивал до нижней границы. Из такого материала тройник, конечно, сваришь, но в зоне термического влияния после сварки структура становится уязвимой. Особенно критично для фитингов, которые идут под дальнейшую сварку в систему.
Еще один момент — механические свойства при низких температурах. Для северных проектов это важно. Казалось бы, при чем тут тройники для трубопроводов? Но если система работает на улице при -50, материал становится хрупким. Проверяли как-то ударную вязкость образцов от разных производителей — разброс был значительный. Один из поставщиков, с которым мы теперь плотно работаем, JN Special Alloy Technology Co., Ltd., всегда предоставляет не только стандартные хим. анализы, но и доп. испытания на ударную вязкость по требованию. Это серьезно добавляет уверенности. Их сайт, кстати, https://www.jnalloy.ru, удобно структурирован именно под технические специалистов — там сразу видно, что компания — Производитель из ПЛИТЫ, ТРУБЫ, ПРУТКИ, ФЛАНЦЫ, ФИТИНГИ, и специализируется на сложных сплавах, а не просто торгует металлом.
Именно поэтому, заказывая тройники нержавеющие 12х18н10т, я теперь всегда уточняю не только сертификат соответствия, но и протокол механических испытаний конкретной плавки. Это отсекает массу потенциальных проблем на корню.
Геометрия и обработка: где прячутся слабые места
С материалом разобрались. Дальше — изготовление. Штампованный тройник, горячештампованный, сварной? Для давлений до 40-50 атм и средних диаметров часто идут на штамповку. Но здесь критична внутренняя полость. Дешевые тройники имеют резкий переход в зоне горловины, что создает зону турбулентности и повышенного износа. Хороший производитель делает плавный радиус. На ощупь это не проверишь, нужен эндоскоп или хотя бы качественный паспорт изделия с чертежом.
Поверхность. Матовая? Светлая? Электрополировка? Для пищевой или фармацевтической промышленности это не эстетика, а требование санитарии. Шероховатая поверхность — рай для биопленки. Как-то пришлось демонтировать целую линию из-за того, что заказчик сэкономил на фитингах с должной чистотой поверхности. Внутри за год образовался незаметный глазу налет, который портил продукт. Пришлось менять все тройники нержавеющие на полированные. Урок дорогой.
Резьба. Если тройник резьбовой, то это отдельная история. Нарезанная резьба против катанной. Катанная прочнее, но дороже. Видел случаи, когда при затяжке на нарезанной резьбе просто ?слизывало? первые витки. Особенно на тонкостенных фитингах. Теперь для ответственных соединений настаиваю на катанной резьбе или, что лучше, под сварку встык.
Сварка и монтаж: ошибки, которые сводят на нет качество фитинга
Можно купить идеальный тройник от лучшего производителя и испортить его при монтаже. Основная беда — сварка. Для 12х18н10т нужен правильный режим и, что очень важно, защита обратной стороны шва (продувка аргоном). Без этого внутренняя окисленная поверхность в зоне шва — будущий очаг коррозии. Сам попадал впросак на ранних проектах, когда экономили на аргоне для поддува. Результат — через год-два по шву пошли рыжие подтеки.
Еще один нюанс — загрязнение. Часто тройники после механической обработки покрыты маслом или консервантом. Если их не обезжирить перед сваркой, масло впитывается в нагретый металл, карбонизируется и нарушает структуру. Кажется, мелочь, но она ломала всю картину. Теперь в ТТН всегда пишем пункт: ?Обезжирить перед монтажом?.
И, конечно, подбор присадочного материала. Для сварки самого тройника 12х18н10т с трубой из той же стали часто используют проволоку Св-08Х19Н10Т. Но если система будет работать при повышенных температурах (скажем, 400-500°C), лучше взять более легированный припой. Об этом редко кто задумывается на этапе закупки фитингов.
Практические кейсы и почему важен комплексный подход
Был у нас проект — трубопровод для транспортировки слабокислого раствора. Температура около 80°C, давление 16 атм. Заказали стандартные тройники нержавеющие 12х18н10т у проверенного местного поставщика. Все прошло хорошо, кроме одного узла, где поток менял направление. Через 8 месяцев там появилась течь. Разрезали — классическая язвенная коррозия с внутренней стороны. Причина? В этом конкретном тройнике, как выяснилось, была микроскопическая раковина от литья (тройник был литой, а не штампованный, что мы упустили). В ней застаивался раствор, концентрация кислоты росла — и пошло-поехало.
После этого случая мы стали требовать не только сертификаты на материал, но и документы о методе изготовления фитинга и контроле качества (УЗК, рентген). Это сужает круг поставщиков, но зато спим спокойно. Сейчас, например, для сложных задач часто смотрю в сторону специализированных производителей, которые работают с разными сплавами. Как та же JN Special Alloy Technology Co., Ltd.. Их профиль — это не только стандартная нержавейка, но и Дуплексная, Никелевых сплавов, Inconel, Hastelloy. Когда компания ежедневно имеет дело с такими капризными материалами, как Monel или Incoloy, ее подход к контролю качества обычной 12х18н10т заведомо строже. Это видно по тому, как оформлена техническая документация на их сайте.
Еще один момент — логистика и хранение. Нержавейка не ржавеет, но может покрыться пятнами от контакта с углеродистой сталью или от влажной атмосферы в порту. Получали как-то партию, где тройники были идеально упакованы в индивид. промасленную бумагу, лежали в деревянных ящиках. И все равно на некоторых были следы контакта с чем-то железным, вероятно, с крепежом ящика. Пришлось отправлять на дополнительную пассивацию.
Вместо заключения: на чем нельзя экономить
Итак, если резюмировать мой, иногда горький, опыт. Первое — нельзя экономить на информации. Запросите максимум данных: метод производства, контроль швов (для сварных), чистота поверхности, полный хим. анализ и механические испытания. Второе — поставщик. Лучше работать с тем, для кого ФИТИНГИ из Нержавеющей стали — часть глубокой специализации, а не один из тысячи товаров в каталоге. Понимание нюансов материала у них иное.
И третье — монтаж. Самый лучший фитинг можно убить неправильной сваркой и подготовкой. Инвестируйте в обучение монтажников или включайте в контракт с подрядчиком четкие тех. требования по сварке и очистке.
Кажется, что тройники нержавеющие 12х18н10т — простая тема. Но как раз в этой кажущейся простоте и скрывается большинство ошибок. Когда начинаешь копать вглубь, понимаешь, что за тремя цифрами и буквами марки стоит целый мир технологий, контроля и практических деталей, которые и определяют, протечет ли система через год или проработает без проблем десятилетия.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 904L
Пластина из нержавеющей стали 904L -
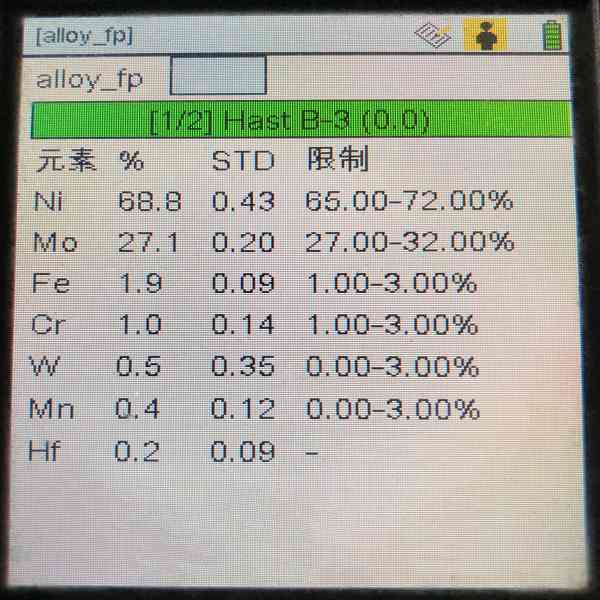 Хастеллой B3
Хастеллой B3 -
 Пластина из нержавеющей стали 316H
Пластина из нержавеющей стали 316H -
 Фланец из хастеллоя C4
Фланец из хастеллоя C4 -
 Фитинги BW из нержавеющей стали 321
Фитинги BW из нержавеющей стали 321 -
 Поковки из нержавеющей стали 304
Поковки из нержавеющей стали 304 -
 Поковки из сплав 31
Поковки из сплав 31 -
 Труба из сплава 31
Труба из сплава 31 -
 Фланец из хастеллоя C22
Фланец из хастеллоя C22 -
 Прутки из нержавеющей стали 310S
Прутки из нержавеющей стали 310S -
 Труба из никеля 201
Труба из никеля 201 -
 Труба из инколоя 800HT
Труба из инколоя 800HT









