
тройник нержавеющий aisi 304
Когда слышишь ?тройник нержавеющий aisi 304?, многие сразу думают о стандартном фитинге, куске металла с тремя выходами. Но на практике это часто становится слабым звеном. Основная ошибка — считать, что раз марка AISI 304, то всё в порядке. На деле, сам по себе химический состав — лишь половина дела. Куда важнее, как именно эта нержавейка была обработана, сварена, протравлена. Видел немало случаев, когда система давала течь не по шву трубы, а именно в зоне отвода тройника. И почти всегда причина была не в материале как таковом, а в качестве изготовления самого фитинга.
Где кроется дьявол? Детали, которые не видно на схеме
Возьмем, к примеру, внутренний радиус загиба. В дешевых тройниках его часто делают минимальным, почти под углом. Это создает точки повышенного напряжения, особенно в системах с вибрацией или перепадами температур. Со временем там может пойти трещина. Хороший тройник нержавеющий aisi 304 должен иметь плавный переход, почти как литой. Но и это не гарантия. Однажды закупили партию якобы качественных тройников, внешне — идеально. А после врезки в линию с теплоносителем под давлением, на одном из них проявилась... пористость в зоне сварки самого фитинга. Не на нашем шве, а на заводском! Это был брак, который не увидишь без дефектоскопа.
Отсюда вывод: сертификат на сталь — это хорошо, но нужен еще контроль качества именно готового изделия. Многие поставщики, особенно те, кто работает с Китаем, этого не обеспечивают. Они присылают тонну, а разбираться с каждым фитингом — твоя головная боль. Поэтому сейчас мы больше смотрим в сторону специализированных производителей, которые контролируют весь цикл. Например, JN Special Alloy Technology Co., Ltd. (их сайт — https://www.jnalloy.ru) позиционирует себя именно как производитель из плиты, трубы, прутка. Это важный нюанс. Если компания сама начинает с полуфабрикатов (тех же плит и прутков из нержавеющей, дуплексной, никелевых сплавов), то у нее больше контроля над структурой металла перед тем, как пустить его на фланцы или фитинги.
Еще один момент — травление и пассивация. После сварки тройника, в зоне термического влияния нарушается защитный оксидный слой. Если его не восстановить, коррозия начнется именно там, изнутри. Идеально, если производитель проводит пассивацию всей внутренней полости, а не просто полирует внешнюю поверхность до зеркала. На сайте jnalloy.ru в описании ассортимента (фитинги, фланцы) это прямо не указано, но в таких случаях всегда нужно запрашивать техкарту на конкретное изделие. Если в ней есть этап химической обработки после сварки — это серьезный плюс.
Опыт и провалы: когда AISI 304 — не панацея
Был у нас проект — пищевая линия, мойка тары. Среды — щелочные моющие растворы, температура до 90°C. Казалось бы, классика для AISI 304. Поставили систему, все тройники — из проверенной, как мы думали, нержавейки. Через полгода — жалобы на рыжие подтеки. Оказалось, что в моющем средстве была повышенная концентрация хлоридов, которые в горячем состоянии спровоцировали точечную коррозию. AISI 304 к этому чувствителен. Пришлось экстренно менять узлы на тройники из дуплексной стали. Урок дорогой.
Теперь всегда задаем вопросы о среде: не просто ?вода? или ?пар?, а полный химический состав, наличие даже следовых количеств галогенов. И если есть малейший риск, смотрим в сторону тройников из дуплексных сплавов или, для агрессивных сред, на сплавы типа Hastelloy или Inconel. Кстати, в этом контексте интересно, что у того же JN Special Alloy Technology в линейке материалов заявлены как раз дуплексные и никелевые сплавы (Inconel, Hastelloy, Monel, Incoloy). Это говорит о том, что они, вероятно, работают со сложными запросами и понимают, что одна марка стали не решает все проблемы. Для стандартных задач их тройник нержавеющий aisi 304 может быть хорошим выбором, но ключ — в диалоге и предоставлении полных данных по среде.
И еще про размеры и толщину стенки. Часто в каталогах указан номинальный диаметр, но толщина стенки (особенно в ответвлениях) может быть меньше, чем у основной трубы. Это ослабляет конструкцию. Мы теперь всегда требуем чертежи с указанием толщин по всем трем плечам. Нередко оказывается, что нужно не стандартное изделие, а усиленное. И здесь опять же важно, может ли поставщик изготовить такое под заказ, или он торгует только складским ассортиментом.
Практика закупок: как не купить кота в мешке
Раньше мы часто покупали через перекупщиков. Цена привлекательная, сроки вроде бы короткие. Но когда начинались проблемы, диалог заходил в тупик: ?сталь хорошая, сертификат есть, ваши сварщики криво варили?. Теперь стратегия другая. Приоритет — работа напрямую с производителем или его официальным дистрибьютором, который дает техническую поддержку.
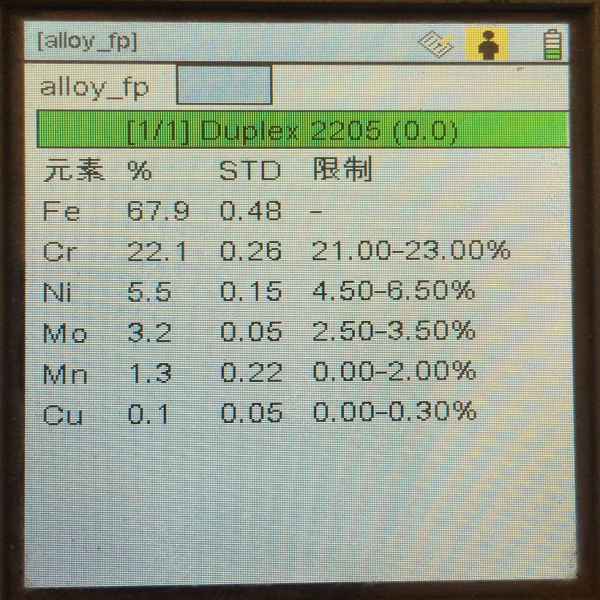
Первое, что делаем — запрашиваем образец. Не для красоты на полку, а для испытаний. Пробуем сделать на нем сварной шов, смотрим на поведение металла, проверяем внутреннюю поверхность эндоскопом. Потом — химический анализ спектрометром. Бывало, что под маркой AISI 304 приезжала сталь с пониженным содержанием никеля, что ухудшает коррозионную стойкость.
Второе — изучаем логистику и упаковку. Казалось бы, мелочь. Но если тройники нержавеющие приходят в одном ящике с углеродистыми болтами, без прокладок, с царапинами — это говорит о отношении к продукту на всех этапах. Царапины нарушают пассивный слой и становятся очагами ржавчины.
Третье — документация. Нужен не просто сертификат соответствия, а заводская сертификационная карта с номером плавки, механическими свойствами и результатами испытаний на межкристаллитную коррозию. Это must-have для ответственных объектов.
Взгляд в будущее: стандартизация vs. кастомизация
Тренд последних лет — уход от универсальных решений. Раньше брали тройник 304-й марки на всё подряд. Сейчас запросы стали тоньше. Даже для AISI 304 появились градации: для пищевой промышленности — с особо низким допуском по примесям, для строительства — с акцентом на прочность.
Поэтому ценны поставщики, которые могут не только продать со склада, но и изготовить под проект. Допустим, нужен тройник нержавеющий aisi 304 с нестандартным углом ответвления или с усиленной горловиной под датчик. Если производитель работает с плитой и прутком (как указано в описании JN Special Alloy Technology), у него технически больше возможностей для такой гибкости, чем у того, кто только режет и гнет готовую трубу.
Еще один момент — экологичность производства. Это уже не просто слова. Заказчики, особенно из ЕС, спрашивают о происхождении сырья и методах обработки. Использование кислот для травнения, утилизация отходов — всё это часть большого пазла. Производитель, который в этом открыт, вызывает больше доверия.
В итоге, выбор тройника — это не протокольное действие из каталога. Это инженерная задача. Нужно оценить среду, давление, температуру, циклы нагрузки, возможные ошибки монтажа. И только потом смотреть на марку стали. AISI 304 — отличный, проверенный материал, но его надежность на 100% раскрывается только в качественно изготовленном изделии, от проверенного поставщика, который понимает, для чего именно будет использоваться его продукт. И иногда лучше заплатить на 15-20% больше, но получить фитинг, который не создаст аварийную ситуацию через год. Экономия на фитингах — самая ложная экономия в проекте.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Фланец из хастеллоя C22
Фланец из хастеллоя C22 -
 Фланец из дуплексной стали S31803
Фланец из дуплексной стали S31803 -
 Пластина из нержавеющей стали 321
Пластина из нержавеющей стали 321 -
 Фланец из супердуплексная стали S32750
Фланец из супердуплексная стали S32750 -
 Нержавеющая сталь 321
Нержавеющая сталь 321 -
 Фитинги BW из хастеллоя X
Фитинги BW из хастеллоя X -
 Фланцы из нержавеющей стали 254SMO
Фланцы из нержавеющей стали 254SMO -
 Труба из никеля 201
Труба из никеля 201 -
 Пластина из инколоя 800
Пластина из инколоя 800 -
 Поковки из нержавеющей стали 304L
Поковки из нержавеющей стали 304L -
 Пластина из монеля K500
Пластина из монеля K500 -
 Пластина из инконеля 601
Пластина из инконеля 601









