
тройник 316 нержавеющей
Когда слышишь ?тройник 316 нержавеющей?, многие сразу думают о стандартном фитинге из AISI 316. Но в этом-то и кроется первый подводный камень. В реальности, под этой маркировкой может скрываться всё что угодно — от отличного материала до подделки, которая даст течь через полгода в агрессивной среде. Сам сталкивался, когда на объекте поставили якобы ?316?, а по факту это оказалась 304 с повышенным содержанием углерода — сварной шов пошёл межкристаллитной коррозией. Поэтому для меня этот тройник 316 нержавеющей — это всегда история про контроль на входе, про паспорта материала и про понимание, где его действительно нужно ставить, а где можно сэкономить на классе стали.
Из чего на самом деле делают ?правильный? тройник 316?
Ключевое — это не просто марка стали, а её химический состав и, что часто упускают, состояние поставки. Нам, например, для проектов с хлорсодержащими средами всегда нужен низкоуглеродистый вариант — 316L. И здесь важно, чтобы производитель работал именно с сертифицированной заготовкой. Я знаю, что некоторые поставщики, как JN Special Alloy Technology Co., Ltd., позиционируют себя именно как производитель из плиты, трубы, прутка. Это важный нюанс. Если компания сама контролирует исходник — шанс получить консистентный по свойствам тройник 316 нержавеющей стали выше. На их сайте, https://www.jnalloy.ru, видно, что они работают с нержавеющими, дуплексными, никелевыми сплавами. Для 316-й это значит, что, скорее всего, есть понимание разницы между стандартной и L-версией для сварных конструкций.
Но даже с правильной маркой стали возникает вопрос технологии изготовления. Штампованный тройник, вырезанный из трубы и затем сформированный под прессом, — это одно. Он обычно дешевле, но требует тщательного контроля толщины стенки в зоне горловины. Бесшовный кованый — другое, он надёжнее для высоких давлений, но и цена иная. В своих заказах я всегда уточняю метод изготовления. Помню случай на монтаже трубопровода для слабокислотных растворов: поставили штампованные тройники, и на одном из них при гидроиспытаниях в зоне перехода дала микротрещина. Не фатально, но время на замену потеряли. После этого для ответственных узлов настаиваю на кованых или хотя бы на дополнительном УЗК-контроле штампованных.
Ещё один момент — отделка поверхности. Для пищевки или фармацевтики нужна электрополировка. Для химической промышленности часто достаточно травления и пассивации для удаления окалины и восстановления защитного слоя. Но если поверхность просто шлифованная, в порах может остаться железная стружка от инструмента — и это очаг коррозии. При приёмке всегда смотрю в лупу, особенно на внутренние поверхности отводов и горловину.
Где и почему 316-я, а не 304 или дуплекс?
Это, пожалуй, самый частый вопрос от технологов. AISI 304 дешевле, и её часто пытаются ?протолкнуть? везде, где видят слово ?нержавейка?. Но тройник 316 нержавеющей стали с добавкой молибдена (2-3%) — это защита от питтинговой коррозии в средах с хлоридами. Типичный пример: обычная техническая вода в системе охлаждения, которая у нас на побережье. В ней хлоридов всегда выше нормы. Ставишь 304 — через пару лет в тройниках, особенно в застойных зонах, появляются рыжие точки, а потом и сквозные поражения. 316-я держит дольше. Но и у неё есть предел.
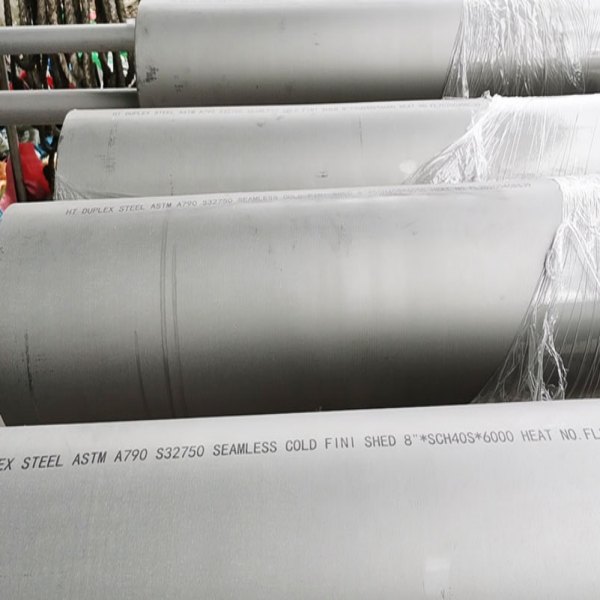
Поэтому сейчас всё чаще смотрю в сторону дуплексных сталей, например, 2205. Их тоже предлагают на том же https://www.jnalloy.ru в разделе материалов. Прочность у дуплекса выше, стойкость к коррозии под напряжением — тоже. Но вот со сваркой тройник 316 нержавеющей всё же проще, требования к термообработке после сварки не такие жёсткие. Для быстрой замены или ремонта на действующем производстве я чаще выбираю проверенную 316L — меньше риска, что сварщик, не имеющий спецподготовки по дуплексам, напортит.
А бывают и обратные ситуации. Один раз заказали для системы с уксусной кислотой тройники из никелевого сплава, типа Hastelloy, хотя по расчётам вполне хватало бы и 316-й. Переплатили существенно. Это к вопросу о том, что нужно не просто тыкать в самый стойкий материал, а реально смотреть на температуру, концентрацию, наличие окислителей. Для большинства умеренно агрессивных сред, от органических кислот до разбавленных щелочей, качественный тройник 316 нержавеющей — это оптимальный по цене и надёжности выбор.
Практические грабли: монтаж и совместимость
Самая обидная ошибка — это когда отличный фитинг портят при монтаже. Для нержавейки нужен отдельный инструмент, отдельные абразивы. Если той же отрезной машинкой, которой резали чёрный металл, взяться за нержавеющий тройник — частицы железа внедрятся в поверхность и будут ржаветь. У себя в бригаде завёл жёсткое правило: инструмент только с маркировкой ?INOX?. И сварочные присадочные материалы должны быть правильные — не ER308, а ER316 или ER316L, чтобы соответствовать основному металлу.
Ещё про совместимость. Ставишь тройник 316 нержавеющей стали в систему, где есть латунные вентили или медные трубки? В присутствии электролита (та же вода) может работать гальваническая пара, и более активная нержавейка будет корродировать. В таких случаях нужно изолировать материалы, например, фланцевыми прокладками. На одном из старых объектов именно так и было: тройники на входе в теплообменник из меди начали активно ?сыпаться? по краям. Пришлось переделывать узел, ставить изолирующие вставки.
И, конечно, геометрия. Казалось бы, всё по ГОСТ или ANSI. Но когда начинаешь монтировать трубопровод с жёсткими допусками, может вылезти, что угол ответвления не 90 градусов, а 89, или торец под сварку не перпендикулярен. Для гибких систем это не страшно, а для жёсткой обвязки насосов — проблема. Теперь при заказе крупных партий всегда прошу выборочно проверить пару штук кронциркулем и угломером. Особенно это касается сварных тройников, которые делают не из цельной поковки, а из сегментов.
Поставщики и реалии рынка: от паспорта до упаковки
Раньше брал фитинги там, где дешевле. Сейчас смотрю в первую очередь на то, может ли поставщик предоставить не только сертификат соответствия, но и Mill Certificate — сертификат завода-изготовителя металла. Это единственная гарантия химического состава. У того же производителя JN Special Alloy Technology Co., Ltd., судя по описанию как производителя из плиты, трубы, прутка, такой подход в приоритете. Это важно, потому что на рынке полно ?перевалочных? контор, которые сами не знают происхождения своей стали.
Упаковка — индикатор отношения. Качественные тройник 316 нержавеющей фитинги должны быть индивидуально завернуты в антикоррозийную бумагу или плёнку VCI, а не свалены в общий ящик, где они царапают друг друга. Царапина — это потенциальное место начала коррозии. Однажды получил коробку, где тройники были пересыпаны... стальными опилками! Естественно, на поверхности были вмятины и задиры. Весь комплект отправили на дополнительную механическую обработку и пассивацию, что съело всю экономию от ?выгодной? цены.
И последнее — логистика. Заказываешь тройники, а их везут три месяца. Для ремонтных работ это срыв сроков. Поэтому теперь всегда заранее уточняю наличие на складе в РФ. Сайты поставщиков, типа https://www.jnalloy.ru, хороши для изучения ассортимента, но финальный звонок менеджеру с вопросом ?Есть ли в Москве или под заказ из Китая? И сколько ждать?? обязателен. Лучше заплатить на 10-15% дороже, но получить нужный тройник 316 нержавеющей стали точно в срок, чем останавливать производство из-за одного фитинга.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Тройник 316 нержавеющей — это не просто деталь из каталога. Это решение, за которым стоит куча проверок: марка стали, технология, контроль, монтаж. Иногда кажется, что проще махнуть рукой и поставить что есть. Но опыт, часто горький, учит, что на таких узлах экономить и невнимательничать нельзя. Лучше один раз вникнуть, найти проверенного поставщика, который работает как производитель, а не перекуп, и спать спокойно. Потому что цена ошибки — не стоимость фитинга, а стоимость остановки цеха, ремонта и, чего греха таить, репутации. А её, как известно, нержавейкой не отчистишь.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Фланцы из нержавеющей стали 316L
Фланцы из нержавеющей стали 316L -
 Пластина из монеля K500
Пластина из монеля K500 -
 Прутки из нержавеющей стали 316L
Прутки из нержавеющей стали 316L -
 Хастеллой C22
Хастеллой C22 -
 Инконель 601
Инконель 601 -
 Фланцы из нержавеющей стали 321
Фланцы из нержавеющей стали 321 -
 Фланец из хастеллоя C2000
Фланец из хастеллоя C2000 -
 Поковки из нержавеющей стали 316Lmod
Поковки из нержавеющей стали 316Lmod -
 Труба из супердуплексная сталь S32750
Труба из супердуплексная сталь S32750 -
 Фитинги BW из нержавеющей стали 347H
Фитинги BW из нержавеющей стали 347H -
 Фитинги BW из нержавеющей стали 347
Фитинги BW из нержавеющей стали 347 -
 Пластина из хастеллоя B3
Пластина из хастеллоя B3









