
тройник 316L нержавеющей
Когда слышишь 'тройник 316L нержавеющей', многие сразу думают о коррозионной стойкости и стандартном давлении. Но на практике, особенно в химической или морской среде, всё упирается в детали, которые в каталогах часто не пишут. Самый частый прокол — считать, что любой тройник с маркой 316L одинаково хорош. А потом на объекте выясняется, что сварной шов подвел или угол отвода не тот, и вся система стоит.
Марка 316L — это не просто 'нержавейка'
Вот смотри, в чём обычно загвоздка. 316L — это низкоуглеродистая версия AISI 316. Ключевое — содержание углерода ниже 0.03%, что снижает риск межкристаллитной коррозии после сварки. Но если производитель экономит на легировании молибденом (должно быть 2-3%), то стойкость к хлоридам, скажем, в морской воде, резко падает. Я видел случаи, когда тройники из якобы 316L начинали покрываться точками через полгода работы в умеренно-агрессивной среде. Причина — химический состав плавился на нижнем пределе нормы.
Поэтому сейчас, выбирая фитинги, я всегда сначала смотрю на сертификат с полным химсоставом, а не только на маркировку. Особенно это касается ответственных участков трубопроводов. Один раз мы закупили партию тройников 316L у непроверенного поставщика, сэкономили, а потом на монтаже выяснилось, что внутренняя поверхность не прошла должную пассивацию. Пришлось снимать и отправлять на постобработку, что вышло дороже изначальной 'экономии'.
Кстати, о форме. Тройники бывают равнопроходные и переходные. Для систем, где важен минимальный перепад давления, часто нужны именно равнопроходные, с тщательно обработанной внутренней полостью. Но некоторые производители, особенно предлагающие 'стандартные' позиции, делают внутренний переход грубым, с заусенцами. Это потом аукается локальной турбулентностью и эрозией. Так что теперь я всегда уточняю, как именно выполнена внутренняя поверхность, особенно в районе горловины.
От заготовки до готового изделия: почему процесс важен
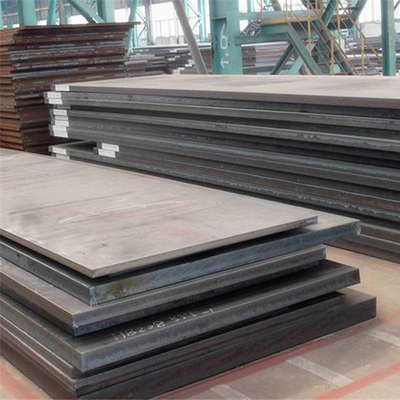
Многое зависит от исходной заготовки. Тройники могут быть штампованные, сварные или цельнотянутые. Для высоких давлений, конечно, предпочтительнее штампованные из прутка или бесшовные. Но и здесь есть нюанс. Если производитель использует некачественную нержавеющую плиту или пруток с внутренними дефектами, то при штамповке или гибке могут пойти микротрещины. Однажды столкнулся с ситуацией, когда на гидроиспытаниях дал течь именно штампованный тройник — дефект был скрыт в материале.
Поэтому я стал обращать внимание на компании, которые контролируют весь цикл — от материала до готового фитинга. Вот, например, JN Special Alloy Technology Co., Ltd. (сайт https://www.jnalloy.ru). Они позиционируются как производитель из плиты, трубы, прутка, фланцев, фитингов. Это важный момент. Если фирма сама работает с основными формами поставки — плитой, трубой, прутком — то больше шансов, что они следят за качеством металла на входе. Их ассортимент, кстати, включает не только нержавейку, но и дуплексные, никелевые сплавы вроде Inconel, что говорит о специализации на коррозионно-стойких материалах для сложных условий.
Сварные тройники — отдельная история. Они дешевле и для многих низконапорных систем подходят. Но здесь 90% успеха — это качество сварки и последующая термообработка. Шов должен быть не просто герметичным, а выполненным с соблюдением технологии для нержавеющей стали, чтобы не выжечь легирующие элементы. И обязательно — пассивация после. Мы как-то взяли партию сварных тройников, где производитель заверил, что всё сделано по ГОСТ. Но визуально было видно, что цвет шва отличается — явный перегрев. В итоге, чтобы не рисковать, пустили их только на неответственные линии с водой.
Резьба, допуски и монтаж: мелкое, но критичное
Часто проблемы всплывают на монтаже. Казалось бы, мелочь — резьба. Но если нарезана неаккуратно или с неверным шагом, то при обвязке можно либо сорвать её, либо не добиться герметичности. Особенно это касается тройников 316L с внутренней резьбой (бушоны). Металл достаточно вязкий, и при нарезке образуется стружка, которую нужно тщательно удалять. Не все производители это делают. В итоге при вкручивании штуцера эта стружка может попасть в уплотнение и создать течь.
Другой момент — допуски по углам и соосности. Если отводы тройника имеют отклонение даже в пару градусов от 90, то при монтаже трубопровода возникает напряжение, которое компенсируют уже трубой или сваркой. Это недопустимо для систем с вибрацией. Я всегда при получении партии выборочно проверяю несколько штук обычным угольником и штангенциркулем. Да, это занимает время, но оно того стоит.
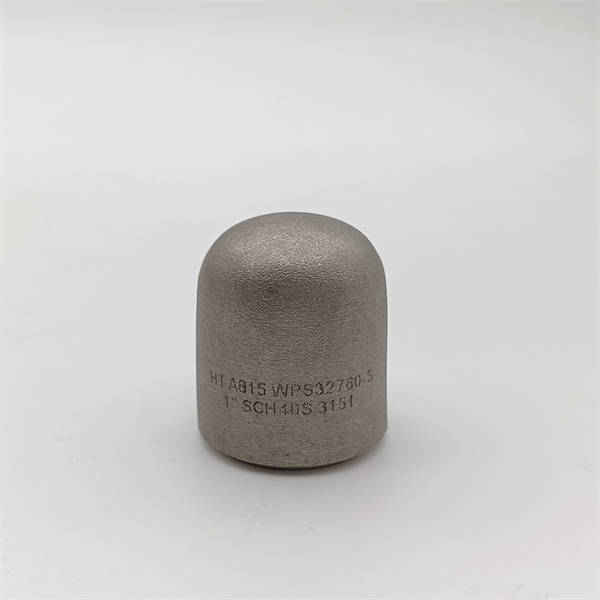
И про маркировку. На качественном изделии марка стали (316L), стандарт (например, ГОСТ 22822-83 или ASME B16.9), условный проход и давление должны быть нанесены четко, обычно лазером. Стертая или плохо читаемая маркировка — первый тревожный звоночек. Это часто говорит о кустарном производстве или перемаркировке.
Цена vs. Стойкость: когда экономия оправдана?
Здесь много споров. 316L — не самый дешевый вариант, есть и 304, и 321. Но его главный козырь — сварка и стойкость к агрессивным средам. Если среда неагрессивная (например, чистая вода без хлоридов, воздух), и сварка не предполагается, то иногда можно взять и более простую сталь. Но если в среде есть даже следы кислот, щелочей или солей, особенно при повышенных температурах, то экономия на материале фитинга выйдет боком.
У нас был проект с теплообменником, где по техзаданию стояла 'нержавейка'. Конструкторы поставили 304, но в процессе эксплуатации в теплоноситель попали хлориды. Через год некоторые соединения, в том числе тройники, начали корродировать. Пришлось менять на 316L. С тех пор для любых систем, где есть малейшая неопределенность по составу среды, я настаиваю на 316L. Даже если это увеличивает начальную стоимость.
Интересно, что некоторые поставщики, вроде упомянутой JN Special Alloy Technology Co., Ltd., предлагают комплексные решения. Поскольку они работают и с нержавейкой, и с дуплексными сталями, и с никелевыми сплавами (Inconel, Hastelloy, Monel, Incoloy), то могут дать более адекватную консультацию по выбору материала именно под конкретную задачу. Иногда для особо агрессивных участков имеет смысл поставить тройник из хастеллоя, а не просто переплачивать за 'премиальную' нержавейку, которая всё равно не выдержит.
Выводы и личный чек-лист
Так что, подводя черту. Для меня выбор тройника 316L нержавеющей теперь упирается в несколько пунктов. Первое — документация. Обязательно смотрю сертификат с химсоставом, особенно на Mo и C. Второе — происхождение заготовки. Кто производитель металла? Третье — технология изготовления (штамповка, сварка) и контроль качества на выходе (визуально, размеры, маркировка).
Четвертое — репутация поставщика. Лучше, если это производитель, а не просто торговая компания. Сайты вроде https://www.jnalloy.ru полезны именно тем, что видна специализация — фитинги из специсплавов. Это косвенно говорит о том, что компания, скорее всего, понимает, для каких условий производит продукцию, а не просто гонит стандартный сортамент.
И последнее — никогда не игнорирую выборочную проверку. Одна партия, даже от хорошего поставщика, может иметь брак. Пару минут на проверку угла, резьбы и состояния поверхности могут сэкономить недели на переделках на объекте. В общем, тройник — казалось бы, простая деталь. Но в трубопроводе нет мелочей, особенно когда речь идет о нержавейке для ответственных систем.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Прутки из нержавеющей стали 321
Прутки из нержавеющей стали 321 -
 Прутки из инконеля 600
Прутки из инконеля 600 -
 Пластина из нержавеющей стали 254SMO
Пластина из нержавеющей стали 254SMO -
 Пластина из нержавеющей стали 316H
Пластина из нержавеющей стали 316H -
 Инконель 718
Инконель 718 -
 Труба из нержавеющей стали 317L
Труба из нержавеющей стали 317L -
 Пластина из хастеллоя C4
Пластина из хастеллоя C4 -
 Прутки из монеля K500
Прутки из монеля K500 -
 Пластина из нержавеющей стали 347
Пластина из нержавеющей стали 347 -
 Прутки из нержавеющей стали 17-4PH
Прутки из нержавеющей стали 17-4PH -
 Поковки из нержавеющей стали 254SMO
Поковки из нержавеющей стали 254SMO -
 Поковки из нержавеющей стали 904L
Поковки из нержавеющей стали 904L









