
труба 2507 Производитель
Когда ищешь труба 2507 производитель, часто натыкаешься на однотипные сайты с шаблонными фразами про 'высокое качество' и 'соответствие стандартам'. На деле же, ключевой момент, который многие упускают — не просто наличие сертификатов, а реальный опыт работы с этим специфичным дуплексным сплавом. Я, например, лет семь назад чуть не попался на удочку с одним 'проверенным' поставщиком, который давал идеальные документы, но на практике их трубы 2507 дали межкристаллитную коррозию в зоне сварки уже через полгода эксплуатации в агрессивной хлорсодержащей среде. Вот тогда и понял, что с дуплексными сталями бумажки — это лишь треть дела.
Что действительно важно в 2507
Главная загвоздка с труба 2507 — не просто химический состав, а именно контроль структуры после термообработки. Если перегреть — феррита станет больше 55%, и стойкость к коррозии под напряжением резко упадет. Я как-то лично видел, как на производстве JN Special Alloy Technology Co., Ltd. их технолог отвергал целую партию из-за незначительного отклонения в скорости охлаждения после отжига. Объяснил это тем, что для работы в сероводородных средах важно сохранить баланс аустенита и феррита 50/50, иначе трещины неизбежны.
Кстати, о JN Alloy — на их сайте https://www.jnalloy.ru я обратил внимание, что они отдельно указывают возможность поставки труб с контролем структуры по ASTM A923 метод А. Это серьезный плюс, так как многие производители ограничиваются стандартным химсоставом по ASTM A790, но для ответственных объектов — например, для морских платформ — нужен именно структурный контроль. У них же есть возможность изготовления толстостенных труб для гидрострелинга, где как раз важен этот момент.
Из практики: для арктических трубопроводов мы брали у них трубы 2507 с дополнительным контролем ударной вязкости при -46°C. Не все производители соглашаются на такие испытания, часто ссылаются на то, что стандарт этого не требует. Но при реальной работе в Заполярье без этого никак.
Распространенные ошибки при заказе
Самая частая ошибка — заказывать трубы 2507 только по химсоставу, не учитывая условия будущей эксплуатации. Например, для теплообменников в опреснительных установках критично содержание меди — даже 0,1% сверх нормы резко снижает стойкость к точечной коррозии. Я помню, один наш заказчик настоял на 'более дешевом' варианте от неизвестного производителя, в итоге через три месяца теплообменники пошли пятнами коррозии.
Еще момент: многие не обращают внимание на состояние поверхности. Для 2507 даже мелкие царапины от неправильной транспортировки могут стать очагами коррозии. У JN Alloy я заметил, что они используют индивидуальную упаковку каждой трубы в антикоррозийную бумагу — мелочь, но показывает отношение к деталям.
И да, никогда не экономьте на фитингах! Как-то пришлось переделывать всю систему из-за того, что фланцы были из обычной нержавейки 316L, а не из 2507. Гальваническая пара сделала свое дело — через полгода соединения текли. Теперь только комплектные решения, как у того же JN Alloy, где можно заказать и трубы, и фланцы, и фитинги из одного материала.
Особенности монтажа
Со сваркой 2507 отдельная история. Если использовать неправильные присадочные материалы — например, для 2205 — соединение не будет иметь нужной коррозионной стойкости. Мы на своем опыте вывели правило: только сварочные материалы с повышенным содержанием никеля, типа ER2594. Кстати, на https://www.jnalloy.ru я видел, что они поставляют и сварочные прутки именно для дуплексных сталей — это хороший признак, значит понимают специфику.
Термообработка после сварки — еще один камень преткновения. Некоторые монтажники пренебрегают этим, а потом удивляются, почему в зоне термического влияния появляются трещины. Я всегда настаиваю на контроле твердости в сварных соединениях — у 2507 она не должна превышать 32 HRC.
Из казусов: как-то наблюдал, как при монтаже использовали абразивные круги, которые ранее применялись для углеродистой стали. Микрочастицы железа внедрились в поверхность 2507, и через месяц пошли рыжие подтеки. Теперь только отдельный инструмент для дуплексных сталей.
Проверка качества
Сертификаты — это хорошо, но я всегда прошу предоставить результаты дополнительных испытаний. Например, тест на стойкость к питтинговой коррозии в хлоридной среде. У производителей, которые уверены в своем продукте, как JN Special Alloy Technology Co., Ltd., такие испытания проводятся регулярно — видел в их лабораторных журналах записи по определению CPT (Critical Pitting Temperature).
Еще один важный момент — ультразвуковой контроль не только сварных швов, но и самого тела трубы. В 2507 иногда встречаются полосовые включения, которые могут стать причиной преждевременного разрушения. Мы как-то обнаружили такие в партии от нового поставщика — хорошо, что провели полный комплекс испытаний перед монтажом.
Микроструктура — вот что действительно отличает хорошего производителя. Настоятельно рекомендую требовать фотографии микроструктуры с указанием увеличения. У качественной трубы 2507 не должно быть сигма-фазы и избыточных карбидов по границам зерен.
Из личного опыта
Работая с разными производителями, я выделил для себя несколько признаков надежного поставщика. Во-первых, готовность предоставить образцы для самостоятельных испытаний. JN Alloy, например, всегда отправляет образцы-свидетели из каждой плавки — это серьезно.
Во-вторых, техническая поддержка. Хорошо, когда можно позвонить и проконсультироваться по режимам термообработки или подбору сварочных материалов. С некоторыми китайскими производителями такое невозможно — только переписка через менеджера по продажам.
И наконец, прозрачность производства. Те поставщики, которые не боятся показать свое оборудование и процессы, как правило, дают более стабильное качество. На том же https://www.jnalloy.ru есть фото цехов и испытательных лабораторий — видно, что это не торговая компания-посредник, а реальный производитель.
Кстати, про посредников — был у меня печальный опыт, когда 'производитель' на поверку оказался всего лишь перепродавцом. С тех пор всегда проверяю, есть ли у компании собственное металлургическое оборудование. У JN Special Alloy Technology Co., Ltd. судя по описанию, полный цикл — от плавки до готовых изделий, что для дуплексных сталей критически важно.
Вместо заключения
Если резюмировать мой опыт, то выбор производителя трубы 2507 — это не поиск самой низкой цены, а поиск максимальной предсказуемости. Лучше заплатить на 10-15% дороже, но быть уверенным, что трубы отработают заявленный срок в агрессивной среде.
Сейчас, когда рынок насыщен предложениями, легко попасть на некачественный материал. Поэтому я всегда советую обращать внимание на производителей с полным циклом, типа JN Alloy, которые контролируют весь процесс — от выплавки стали до готовых труб и фитингов.
И последнее: никогда не стесняйтесь требовать дополнительные испытания и документацию. Хороший производитель всегда пойдет навстречу, потому что ему нечего скрывать. Как тот же JN Special Alloy Technology Co., Ltd. — когда мы запросили результаты испытаний на стойкость к щелевой коррозии, они предоставили их в течение двух дней, с подробными протоколами и выводами.
Соответствующая продукция
Соответствующая продукция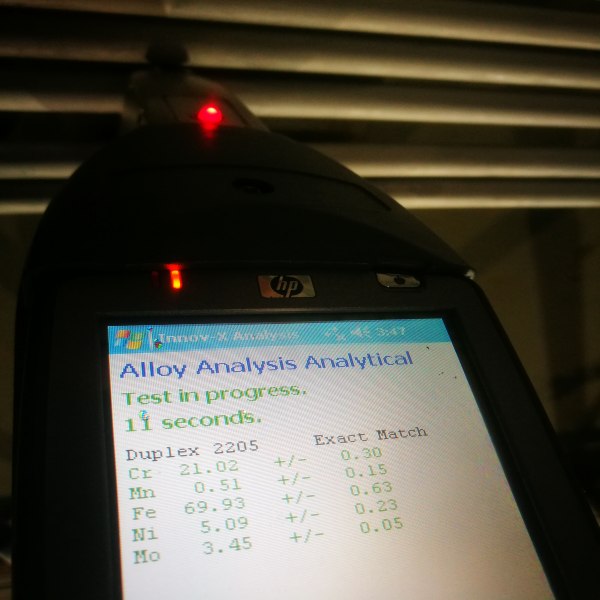







Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 317
Пластина из нержавеющей стали 317 -
 Пластина из дуплексной стали S32205
Пластина из дуплексной стали S32205 -
 Фланцы из нержавеющей стали 321
Фланцы из нержавеющей стали 321 -
 Фланец из инколоя 800HT
Фланец из инколоя 800HT -
 Фитинги BW из инконеля 601
Фитинги BW из инконеля 601 -
 Прутки из никеля 200
Прутки из никеля 200 -
 Фитинги BW из нержавеющей стали 304L
Фитинги BW из нержавеющей стали 304L -
 Пластина из супердуплексной стали S32750
Пластина из супердуплексной стали S32750 -
 Нержавеющая сталь 321H
Нержавеющая сталь 321H -
 Фитинги BW из нержавеющей стали 321
Фитинги BW из нержавеющей стали 321 -
 Фитинги BW из нержавеющей стали 254SMO
Фитинги BW из нержавеющей стали 254SMO -
 Фланец из дуплексной стали S31803
Фланец из дуплексной стали S31803









