
труба 254SMO Производители
Когда ищешь производителей труб из 254SMO, сразу сталкиваешься с парадоксом — половина поставщиков называет себя производителями, но по факту гнут чужой прокат. Особенно это касается Китая, где JN Special Alloy Technology Co., Ltd. позиционируется как производитель, но в их каталоге часто встречается перепродажа европейского материала с доработкой. Сам работал с их трубой для химического оборудования — вроде бы химический состав по сертификатам соответствует, но при сварке появляются микротрещины, которые не видны сразу. Возможно, дело в термической обработке, которую они не совсем корректно проводят.
Что скрывается за маркой 254SMO
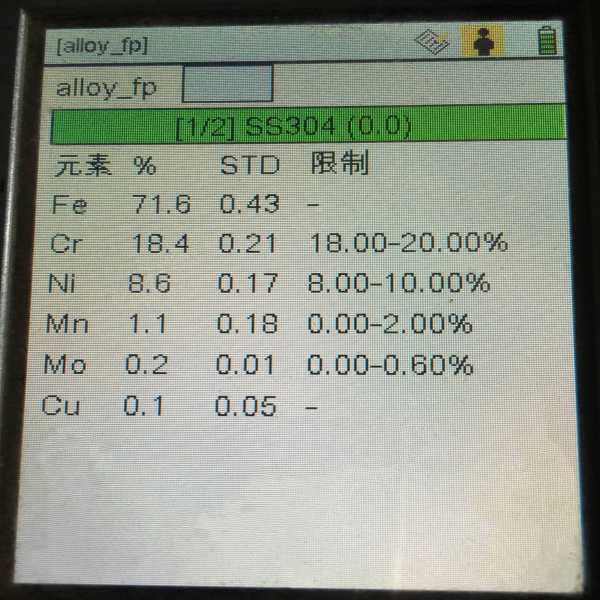
254SMO — это не просто нержавейка с добавкой молибдена. В составе должно быть строго 6% молибдена, 20% хрома и 18% никеля, плюс медь и азот. Если видишь отклонение в сертификате — уже риск. Например, у JN Alloy в одном из поставок была занижена доля меди на 0.2% — казалось бы, мелочь, но для работы в хлорсодержащих средах это критично.
Многие путают 254SMO с 904L — внешне похожи, но у 904L меньше стойкость к точечной коррозии. Как-то закупили партию под видом 254SMO для морской платформы, а через полгода пошли рыжие пятна. Разбирались — оказалась подмена от субпоставщика.
Толщина стенки — отдельная история. Для трубы высокого давления нужна калиброванная толщина по всей длине, но у некоторых производителей бывает разбег до 0.5 мм. Особенно это заметно в трубах большого диаметра от 200 мм.
Производители vs Перекупщики
На сайте https://www.jnalloy.ru заявлено производство труб из нержавеющих и дуплексных сталей, но по факту они часто работают с заготовкой от Outokumpu или Avesta. Их преимущество — могут сделать нестандартные фитинги под конкретный проект, но за базовое качество трубы отвечает исходный производитель.
Реальный производственный цикл включает ковку, прокат и термичку — если компания не имеет печей для растворительного отжига при 1150°C, это уже не полноценное производство. У JN Alloy есть такое оборудование, но малых мощностей — для партий до 2 тонн.
С дуплексными сталями ситуация сложнее — там нужен контроль структуры аустенита-феррита 50/50. Видел, как они пытались делать трубы из 2205, но после сварки шов терял пластичность — вероятно, недогревали при нормализации.
Проблемы контроля качества
Сертификаты EN 10204 3.1 не всегда отражают реальность. Однажды получили партию труб 254SMO с идеальными документами, но при ультразвуковом контроле обнаружили расслоения в зоне спирального шва. Производитель ссылался на транспортные повреждения, но дефект был явно производственный.
Твердость — важный параметр, который часто игнорируют. Для 254SMO она должна быть в пределах 220-240 HB. У некоторых поставщиков встречал значения до 270 HB — такой материал склонен к трещинообразованию при гибке.
Поверхность — матовая полировка не всегда показатель качества. Китайские производители иногда экономят на пассивации, оставляя следы травления. После монтажа такие трубы быстрее покрываются плёнкой окислов.
Особенности работы с JN Special Alloy Technology
Их сильная сторона — гибкость в обработке. Могут сделать трубы с толщиной стенки до 40 мм и наружной полировкой 320 grit. Но сроки часто срывают — стандартные 45 дней легко превращаются в 70.
Ценообразование прозрачное — видишь отдельно стоимость материала, обработки и тестов. Но при больших заказах начинают экономить на контроле — советую всегда требовать присутствия своего инспектора на заводе.
С никелевыми сплавами типа Hastelloy C-276 у них лучше получается, чем с дуплексными сталями — возможно, из-за более простой термической обработки.
Рекомендации по выбору
Всегда запрашивайте тестовые образцы перед заказом партии. Лучше потратить $500 на образцы, чем потерять $50 000 на браке.
Проверяйте наличие оборудования для неразрушающего контроля — если производитель не имеет рентгена или ультразвука, это тревожный знак.
Для критичных объектов лучше комбинировать — базовые трубы брать у европейских производителей, а сложные элементы заказывать у таких компаний как JN Alloy.
Не забывайте про упаковку — трубы 254SMO чувствительны к механическим повреждениям при транспортировке. Требуйте деревянные прокладки и индивидуальную упаковку.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 фланцы из нержавеющей стали 904L
фланцы из нержавеющей стали 904L -
 Нержавеющая сталь 304
Нержавеющая сталь 304 -
 Пластина из монеля 400
Пластина из монеля 400 -
 Фланцы из нержавеющей стали 304L
Фланцы из нержавеющей стали 304L -
 Фланец из хастеллоя B2
Фланец из хастеллоя B2 -
 Фланец из хастеллоя C2000
Фланец из хастеллоя C2000 -
 Труба из супердуплексная сталь S32760
Труба из супердуплексная сталь S32760 -
 Фитинги BW из нержавеющей стали 17-4PH
Фитинги BW из нержавеющей стали 17-4PH -
 Поковки из хастеллоя X
Поковки из хастеллоя X -
 Фитинги BW из нержавеющей стали 310S
Фитинги BW из нержавеющей стали 310S -
 Поковки из хастеллоя C4
Поковки из хастеллоя C4 -
 Фланцы из нержавеющей стали 304
Фланцы из нержавеющей стали 304









