
труба 254SMO Производитель
Когда ищешь труба 254SMO производитель, часто натыкаешься на одно и то же: маркетинговые обещания 'супер-сплавов' без реального понимания, чем эта марка отличается от обычной 316L или даже 904L. Многие поставщики путают её с AL-6XN, хотя химический состав и технология проката — совсем другая история.
Почему 254SMO — это не просто 'ещё один супер-аустенит'
Смотрю на складские остатки — вижу, как часто заказчики переплачивают за 254SMO там, где хватило бы 904L. Ключевое отличие — содержание молибдена 6% и меди 0.7%, что даёт устойчивость к точечной коррозии в хлоридных средах. Но есть нюанс: если в среде есть серная кислота, тут уже нужно считать индивидуально — иногда выгоднее использовать Hastelloy.
Заметил интересный момент: при сварке трубы 254SMO многие забывают про газовую защиту тыльной стороны. Всегда рекомендую добавлять 2-3% азота в защитную среду — иначе теряется стойкость шва. Проверял на объекте в Сочи: где пренебрегли этим правилом, через полгода пошли точки коррозии по сварному шву.
Кстати, о термической обработке. Некоторые думают, что для 254SMO подходит стандартный отжиг как для 316L. На практике — только °C с быстрым охлаждением. Помню случай, когда JN Special Alloy Technology Co., Ltd. пришлось переделывать целую партию труб из-за неправильного температурного режима у субподрядчика.
Проблемы контроля качества на производстве
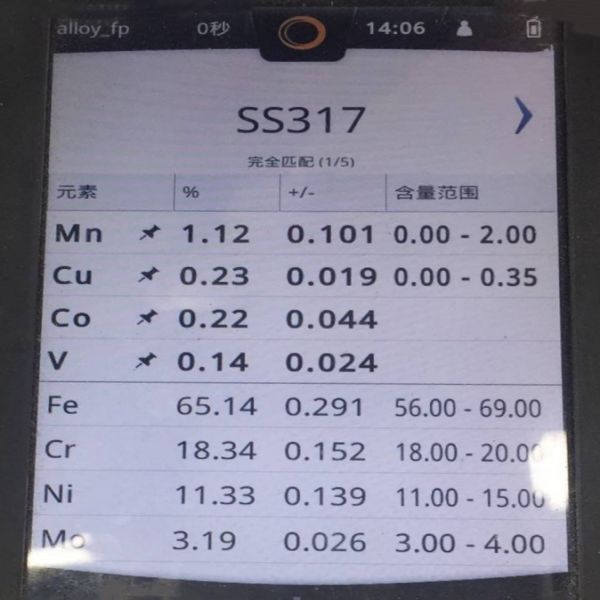
На https://www.jnalloy.ru в разделе труб видно, что компания предлагает полный цикл — от плавки до готовых изделий. Но мало кто из клиентов понимает, насколько важен контроль на каждом этапе. Например, при производстве труба 254SMO критично содержание азота — отклонение даже на 0.02% снижает стойкость к щелевой коррозии.
Часто сталкиваюсь с тем, что заказчики экономят на УЗК-контроле сварных швов. Особенно для химической промышленности — это прямой риск. В прошлом месяце как раз забраковали партию фитингов из-за несплошностей в зоне термического влияния. Пришлось срочно искать замену среди никелевых сплавов.
Ещё один момент — чистота поверхности. Для 254SMO рекомендуемая шероховатость Ra ≤ 0.5 мкм, но многие производители игнорируют это требование. В итоге — преждевременные отказы в насосном оборудовании. Всегда прошу предоставить протоколы измерения шероховатости, особенно для пищевой и фармацевтической отраслей.
Особенности обработки и монтажа
Резать 254SMO — отдельная задача. Стандартные отрезные диски для нержавейки быстро приходят в негодность. Рекомендую только диски с зернистостью CBN или алмазным напылением. Помню, на монтаже в Калининграде пришлось останавливать работы — все диски превратились в 'пыль' после первых трёх труб.
При гибке важно учитывать пружинение — у 254SMO оно достигает 15-20 градусов. Многие монтажники, привыкшие к углеродке, постоянно ошибаются в расчётах. Лучше сразу закладывать поправочный коэффициент 0.8-0.85 в зависимости от толщины стенки.
С резьбой — отдельная история. Для фланцы из 254SMO нельзя использовать стандартные метчики. Только специализированный инструмент с покрытием TiAlN. И охлаждение обязательно — эмульсия с содержанием хлора не более 50 ppm. Один раз видел, как испортили партию на 300 тысяч рублей — просто использовали неподходящую смазку.
Реальные кейсы применения
На морской платформе в Каспийском море трубы 254SMO работают уже 7 лет без замены. Сравниваем с предыдущим вариантом из 904L — там через 4 года пошли течи. Но важно отметить: в этом проекте использовались только трубы с дополнительной пассивацией, о которой многие забывают.
В фармацевтике — интересный случай. Заказчик хотел использовать 254SMO для системы очистки воды, но столкнулся с проблемой микробиологической коррозии. Оказалось, что для таких сред лучше подходят дуплексные стали типа 2205 — они менее склонны к образованию биоплёнки.
На химическом заводе под Уфой — классическая история. Поставили трубы 254SMO, но через год появились трещины. Разбирались — оказалось, виноват не сплав, а блуждающие токи от старого оборудования. Пришлось дополнительно ставить электроизоляционные прокладки на фитинги.
Что важно при выборе поставщика
Смотрю на ассортимент JN Special Alloy Technology Co., Ltd. — видно, что компания специализируется на сложных сплавах. Но всегда проверяю наличие сертификатов не только на готовую продукцию, но и на исходную заготовку. Особенно для Inconel и 254SMO — там подделки встречаются часто.
Лично для меня важна возможность получить образцы для испытаний. Не просто 'показать сертификаты', а дать отрезать кусок трубы и провести собственные тесты. Хорошие производители никогда не отказывают в этом — знают качество своей продукции.
Ещё обращаю внимание на упаковку. Для 254SMO обязательна VCI-плёнка и деревянная обрешётка. Если трубы приходят в простом полиэтилене — сразу вопросы к поставщику. Мелочь, но показывает отношение к делу.
Частые ошибки и как их избежать
Самая распространённая — экономия на соединительных элементах. Ставят трубы 254SMO, но фланцы из 316L. Через полгода — гальваническая пара и ускоренная коррозия. Всегда настаиваю на полном комплекте из одного материала.
Вторая ошибка — неправильное хранение. Видел, как трубы лежали рядом с углеродистой сталью — потом удивляются пятнам ржавчины. Обязательно отдельная зона, желательно под навесом.
И наконец — пренебрежение профессиональной консультацией. Часто заказчики выбирают материал по таблицам, не учитывая реальные условия эксплуатации. Лучше потратить время на обсуждение с технологом, чем потом переделывать систему. Кстати, на https://www.jnalloy.ru есть технические специалисты — всегда можно получить консультацию по конкретному применению труба 254SMO.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 фланцы из нержавеющей стали 347
фланцы из нержавеющей стали 347 -
 Фитинги BW из инконеля 601
Фитинги BW из инконеля 601 -
 Поковки из хастеллоя C22
Поковки из хастеллоя C22 -
 Прутки из нержавеющей стали 317L
Прутки из нержавеющей стали 317L -
 Фланцы из нержавеющей стали 304
Фланцы из нержавеющей стали 304 -
 Фланцы из нержавеющей стали 304L
Фланцы из нержавеющей стали 304L -
 Труба из никеля 201
Труба из никеля 201 -
 Поковки из хастеллоя C2000
Поковки из хастеллоя C2000 -
 Фланец из монеля 400
Фланец из монеля 400 -
 Прутки из инконеля 600
Прутки из инконеля 600 -
 Прутки из дуплексной стали S31803
Прутки из дуплексной стали S31803 -
 Пластина из инконеля 718
Пластина из инконеля 718









