Труба Duplex 2507
Вот скажу сразу: когда слышишь ?труба Duplex 2507?, первое, что приходит в голову — это супердуплекс, 50% аустенита, 50% феррита, PREN под 45, стойкость к хлоридам. Паспортные данные красивые, но на практике всё часто упирается не в химию, а в то, как эту самую трубу сварили, отожгли и потом с ней обращались. Много раз видел, как люди закупают материал, глядя только на сертификат, а потом на объекте начинаются проблемы с коррозией под напряжением или в зонах термического влияния. И ладно бы если это была откровенная подделка — нет, часто это вполне себе легитимный материал от известного производителя, но с каким-то одним ?но?.
Не всё то Duplex 2507, что блестит
Возьмём, к примеру, поставки от разных производителей. Китайские, европейские, индийские — у всех в сертификате будет стоять UNS S32750, EN 1.4410. Но вот структура после отжига... Я как-то получал партию труб от одного поставщика, вроде бы всё в порядке, но при микроструктурном анализе увидел избыточное количество сигма-фазы по границам зёрен. Не критично, но уже намек. Это следствие нарушения режима термообработки — либо температура отжига была низковата, либо охлаждение прошло слишком медленно. В паспорте такого, конечно, не найдёшь.
А сварка? Это отдельная песня. Для трубы Duplex 2507 нужно строго выдерживать тепловой ввод, использовать правильные присадочные материалы (типа 2594), да ещё и защитный газ должен быть с азотной добавкой, чтобы не потерять баланс фаз в шве. Помню проект на морской платформе — сварные соединения на трубопроводах из 2507 начали давать точечную коррозию через полгода. Разобрались — оказалось, сварщики, привыкшие к обычной нержавейке, не стали заморачиваться с контролем межплавовой температуры. Шов получился перегретым, в структуре — почти один аустенит, и стойкость упала.
Или вот ещё момент — обработка поверхности. Для работы в агрессивных средах, особенно с хлоридами, часто требуется электрополировка или пассивация. Но если на трубе остались следы окалины от отжига или даже мелкие частицы железа с инструмента (такое бывает при резке), то все эти процедуры бесполезны. Начинается коррозия. Поэтому сейчас мы при приёмке любой партии, особенно для ответственных объектов, всегда требуем не только сертификаты, но и протоколы испытаний на стойкость к точечной коррозии (ASTM G48) и проверку ферритного числа. Без этого — разговор короткий.
Практические ловушки и где их искать
Часто проблемы всплывают не с самой трубой, а с комплектующими. Фланцы, фитинги, переходы. Казалось бы, всё из одного материала. Но нет. Заказывали как-то партию труб Duplex 2507 для химического завода. Трубы отличные, от проверенного европейского металлурга. А фланцы решили сэкономить и взяли у другого поставщика, тоже с сертификатом. Смонтировали систему, запустили — через три месяца по фланцам пошли рыжие потёки. Вскрыли — межкристаллитная коррозия. Оказалось, материал фланцев по химии соответствовал, но был неправильно отожжён, плюс в его составе был повышенный углерод. В паре с трубой в электролите образовалась гальваническая пара, и пошло-поехало. Урок дорогой.
Поэтому сейчас мы для критичных систем стараемся заказывать всё у одного производителя, который отвечает за весь комплект. Или, как минимум, проводим собственные сравнительные испытания образцов из разных партий на совместимость. Да, это время и деньги, но дешевле, чем переделывать узел на действующем производстве.
Ещё один нюанс — механическая обработка. Труба Duplex 2507 очень прочная и твёрдая. Если её резать или сверлить инструментом для углеродистой стали, он тупится моментально. Нужен твёрдый сплав, низкие обороты и хорошее охлаждение. Иначе на кромках образуется наклёп, который становится очагом напряжения и потенциальной точкой для коррозионного растрескивания. Сам видел, как на трубной доске теплообменника трещины пошли именно от отверстий, которые сверлили ?как обычно?.
Поставщики и материалы: личный опыт
На рынке много игроков, но не все понимают специфику дуплексных сталей. Часто встречаются просто перепродавцы, которые сами в цех ни разу не заходили. Работать с ними — игра в рулетку. Со временем начинаешь ценить тех, кто не просто продаёт металл, а технически его сопровождает. Например, если говорить о комплексных поставках дуплексных и никелевых сплавов, то можно обратить внимание на производителя JN Special Alloy Technology Co., Ltd.. У них в ассортименте как раз есть и плиты, и трубы, и прутки, и фланцы с фитингами из нержавеющих, дуплексных (включая, судя по всему, и 2507) и никелевых сплавов типа Inconel или Hastelloy. Их сайт — https://www.jnalloy.ru — позиционирует их именно как производителя и поставщика материалов. Для меня как для специалиста важно, когда компания работает с таким широким спектром специальных сплавов — это обычно говорит о наличии собственного или глубоко контролируемого производства и понимании технологии, а не просто о торговой деятельности.
Конечно, я с ними лично не работал над проектами, но вижу их присутствие на рынке. В любом случае, с любым новым поставщиком, будь то европейский гигант или азиатский производитель вроде JN Special Alloy, первым делом мы запрашиваем не только стандартные сертификаты, но и возможность провести выборочные деструктивные испытания образцов из конкретной плавки. Если поставщик уверен в своём продукте, он никогда не откажет. А если начинает юлить — это красный флаг.
Именно так мы однажды отсеяли одного ?очень выгодного? поставщика фитингов из дуплексной стали. Прислали образцы — внешне идеально. А в лаборатории при изгибе образец дал трещину не в зоне деформации, а в совершенно случайном месте. Металлографический анализ показал неметаллические включения по всей структуре. Понятно, что это брак разливки. Хорошо, что проверили до закупки тонн.
Цена вопроса и альтернативы
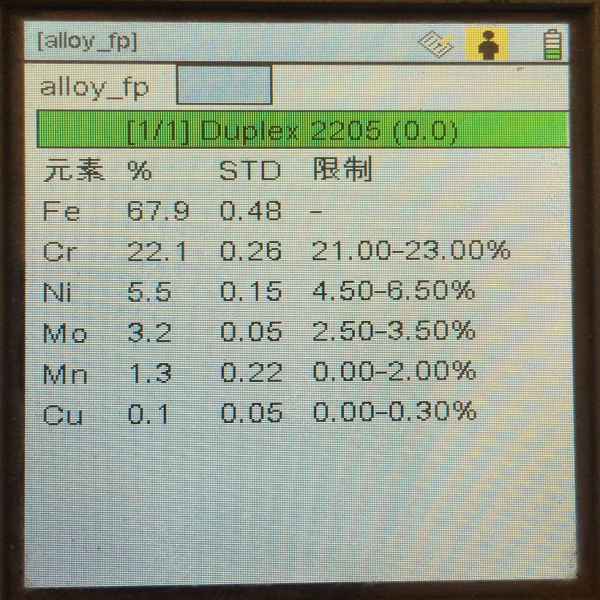
Стоимость трубы Duplex 2507 — это часто решающий фактор. Материал дорогой, и соблазн сэкономить велик. Но здесь экономия должна быть умной. Иногда для менее агрессивных участков системы можно использовать не супердуплекс 2507, а обычный дуплекс 2205 (S31803). Он дешевле, сваривается чуть проще, но его стойкость к хлоридам, конечно, ниже. Нужно чётко считать: если в среде есть высокое содержание хлоридов, повышенная температура и давление — 2507 оправдан. Если параметры мягче — возможно, 2205 будет более рациональным выбором и с точки зрения цены, и с точки зрения технологичности монтажа.
Был у нас опыт, когда заказчик настаивал на 2507 для всей системы морской воды. Мы сделали расчёт коррозионных рисков и предложили разделить: наиболее нагруженные участки (входные патрубки, теплообменники) — из 2507, а протяжённые участки трубопроводов низкого давления — из 2205 с чуть большей толщиной стенки для запаса. Сэкономили клиенту около 20% на материалах без потери надёжности. Это и есть инжиниринг.
Крайне важно не забывать про монтаж и эксплуатацию. Можно поставить самую дорогую и совершенную трубу, но если её смонтируют с нарушениями (не те прокладки, контакт с черным металлом, неправильная промывка), то проблемы гарантированы. Мы всегда готовим подробные инструкции по монтажу для строителей и проводим вводный инструктаж. Мелочь? Нет, необходимость.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Труба Duplex 2507 — это отличный материал, но не волшебная таблетка. Её преимущества раскрываются только при полном соблюдении всей цепочки: качественный металл от ответственного производителя, правильная обработка и сварка, грамотный подбор комплектующих и квалифицированный монтаж. Выпадение любого звена сводит на нет все преимущества сплава.
Сейчас на рынке появляется всё больше игроков, в том числе и из Азии, как та же JN Special Alloy Technology, которые предлагают комплексные решения. Это хорошо, это повышает конкуренцию и, в теории, должно делать цены более адекватными. Но гонка за ценой не должна идти в ущерб качеству. Для нас, практиков, главное — это предсказуемость и стабильность материала от партии к партии. Чтобы не было сюрпризов на объекте.
Поэтому мой совет — не экономьте на испытаниях и экспертизе. Лучше потратить лишнюю неделю и несколько тысяч рублей на лабораторию, чем потом терять миллионы на простое и ремонте. Дуплекс 2507 этого стоит, но только если он настоящий и попал в правильные руки. Всё остальное — просто дорогая железка с красивым сертификатом.
Соответствующая продукция
Соответствующая продукция