
фланец сталь aisi 304
Когда слышишь ?фланец сталь aisi 304?, первое, что приходит в голову — это, конечно, коррозионная стойкость и пищевка. Но вот в чём загвоздка: многие заказчики, да и некоторые поставщики, считают, что раз это нержавейка, то можно брать что угодно, и оно будет работать везде. На деле же с фланцами из AISI 304 не всё так однозначно, особенно когда речь заходит о средах с хлоридами или о низких температурах. Сам не раз сталкивался, когда на объекте привозили партию, вроде бы по паспорту всё чисто, а после первых же гидроиспытаний или контакта с технологической средой начинались точечные поражения. И ладно бы если это был явный брак — чаще всего проблема в непонимании границ применения этой, казалось бы, универсальной марки.
Не просто ?нержавеющая сталь?: что скрывается за AISI 304
Если копнуть глубже, то AISI 304 — это по сути аналог нашей 08Х18Н10. Состав известный: хром, никель, углерод низкий. Но вот момент, на который редко обращают внимание при заказе фланцев — состояние поставки металла. Был у меня случай на одной из установок водоподготовки: заказали фланцы, пришли они из Китая от производителя JN Special Alloy Technology Co., Ltd. (сайт их, кстати, https://www.jnalloy.ru). Вроде бы всё нормально, но при монтаже сварщик заметил, что материал как-то слишком ?тяжёлый? при подгонке. Оказалось, фланцы были из плиты, которая не прошла надлежащий отжиг после прокатки. Твёрдость была на верхнем пределе, что создавало риск для последующей сварки и даже для герметичности соединения под нагрузкой.
Именно поэтому сейчас всегда уточняю у поставщиков вроде JN Alloy, который позиционирует себя как производитель из плиты, трубы, прутка, фланцев, фитингов, в каком состоянии поставляется заготовка. Их профиль — поставки из нержавеющих, дуплексных, никелевых сплавов — предполагает, что они должны в этом разбираться. Но даже у таких специализированных компаний бывают огрехи, если не контролировать каждый заказ отдельно. Для фланцев AISI 304 критически важно, чтобы структура была аустенитной, однородной, без карбидных выделений по границам зёрен. Иначе межкристаллитная коррозия обеспечена, даже в, казалось бы, неагрессивной воде.
Ещё один нюанс — это сам типоразмер и стандарт. ГОСТ, DIN, ANSI — везде свои допуски. Часто вижу, как проектировщики указывают просто ?фланец DN150 PN16 AISI 304?, а потом на объекте он не стыкуется с арматурой от другого производителя. По опыту, с европейскими поставщиками чаще всего идёт стандарт DIN, но многие китайские производители, включая JNalloy, работают и по ANSI, и по ГОСТ, и по DIN, что, с одной стороны, удобно, но требует от технолога двойной проверки чертежей перед заказом.
Сварка и монтаж: где теория расходится с практикой
В теории всё просто: берёшь нержавейку, электрод с соответствующим покрытием — и вари. На практике же с фланцами из AISI 304 возникает целый ворох проблем, которые в каталогах не опишешь. Первое — это деформация. Из-за достаточно высокого коэффициента теплового расширения фланец, особенно большой диаметр (скажем, DN300 и выше), может ?повести? после сварки встык к трубе. Получается не плоскость, а нечто похожее на пропеллер. Приходится либо использовать сильные прихватки с обратной стороны, либо варить очень мелкими участками с обязательным охлаждением, что увеличивает время работы в разы.
Второй момент — это подбор присадочного материала. Казалось бы, для AISI 304 логично использовать электрод или проволоку с аналогичным составом. Но для ответственных швов, работающих в циклических нагрузках (нагревание-охлаждение), часто лучше взять материал с чуть более высоким содержанием никеля. Это снижает риск образования горячих трещин. Один раз на тепловом пункте недосмотрели — через полгода по сварному шву у горловины фланца пошла тончайшая сетка трещин. Пришлось менять весь узел.
И третье, самое простое и оттого часто забываемое — это защита от contamination, то есть от загрязнения. Обычная углеродистая сталь с щётки или от болгарки, которой резали рядом чёрный металл, легко внедряется в поверхность нержавеющего фланца. Потом в этом месте начинается очаговая коррозия. Поэтому на объекте теперь завёл жёсткое правило: инструмент для нержавейки — только отдельный, и место обработки — подальше от общей сварки.
Кейс: когда ?пищевая? сталь не выдержала химии
Хочу привести пример из практики, который хорошо иллюстрирует ограничения AISI 304. Заказывали для небольшой линии нейтрализации слабокислых стоков. Среда — вода с остатками серной кислоты, pH около 4-5, температура до 60°C. По всем таблицам стойкости 304-я сталь должна была выдержать. Фланцы, трубы, фитинги — всё было от одного поставщика, того же JN Special Alloy Technology Co., Ltd. (их ассортимент, как на сайте https://www.jnalloy.ru, включает и фланцы из нержавеющих сплавов).
Смонтировали, запустили. Через месяца три-четыре оператор стал жаловаться на подтекания в местах фланцевых соединений. При разборке увидели характерную картину: язвенная коррозия на внутренней поверхности, прямо напротив прокладки. Причём не по всему фланцу, а локально. После анализа оказалось, что в стоках периодически появлялись хлориды (видимо, от промывки другого оборудования), о которых в исходных данных не упомянули. Даже небольшая концентрация в тёплой кислой среде стала для AISI 304 убийственной. Пришлось экстренно менять узел на фланцы из дуплексной стали 2205. Это была ошибка в оценке среды, но она же и показала, что слепо полагаться на общую репутацию ?нержавейки? нельзя.
С тех пор для любых сред, где есть хотя бы намёк на хлориды или другие галогениды, даже при комнатной температуре, мы либо сразу рассматриваем дуплекс, либо, в крайнем случае, AISI 316L. Да, это дороже, но дешевле, чем переделывать узлы под давлением на работающем объекте. Кстати, после этого случая начал более внимательно изучать возможности поставщиков по альтернативным материалам. Тот же JNalloy в своей линейке как раз имеет и дуплексные, и никелевые сплавы (Inconel, Hastelloy, Monel), что для сложных задач — отличный вариант.
Вопросы поставки и логистики: неочевидные сложности
Работая с фланцами из импортной стали, постоянно сталкиваешься с проблемами, не связанными напрямую с металлургией. Возьмём сроки. Заказать-то фланцы из стали AISI 304 можно у многих, включая производителя JN Special Alloy Technology Co., Ltd., но если нужен нестандартный типоразмер (например, переходный фланец с DN200 на DN150) или исполнение с особыми допусками по плоскостности, то обещанные 4 недели легко превращаются в 8-10. И это если повезёт, и заготовка (та же плита) уже есть на складе.
Другая головная боль — это сертификация. Для многих объектов, особенно связанных с пищевой промышостью или энергетикой, нужны не только сертификаты соответствия на материал, но и traceability — прослеживаемость каждой плавки. Не все поставщики, даже крупные, готовы предоставить такие документы в полном объёме и быстро. Приходится закладывать время на бюрократию в график поставок.
И, конечно, упаковка. Казалось бы, мелочь. Но видел, как фланцы с идеально обработанной уплотнительной поверхностью (RF-поверхность) приходили с вмятинами и царапинами из-за того, что их просто бросили в деревянный ящик без прокладок. После этого уже не установишь нормально прокладку, герметичность будет нарушена. Теперь в спецификациях отдельным пунктом прописываю требования к упаковке — каждый фланец в отдельной упаковке, прокладки между изделиями, жёсткая тара. Производители вроде JN Alloy обычно идут навстречу, но это нужно чётко оговаривать на этапе коммерческого предложения.
Взгляд вперёд: чем можно заменить AISI 304 для фланцев
Итак, если AISI 304 не всегда подходит, что же использовать? Вариантов несколько, и выбор зависит от кошелька и условий. Первый и самый логичный для агрессивных сред — это AISI 316L. Добавка молибдена — и стойкость к точечной коррозии в присутствии хлоридов вырастает на порядок. Фланцы из 316L, конечно, дороже, но для химических или морских применений это must-have.
Второй вариант, набирающий популярность, — это дуплексные стали, типа 2205 или 2507. У них фантастическая прочность (можно делать фланцы тоньше и легче) и отличная стойкость к коррозионному растрескиванию под напряжением. Минус — они более требовательны к режимам сварки, но для ответственных узлов игра стоит свеч. Как я уже упоминал, поставщики с широкой линейкой, такие как JN Special Alloy Technology Co., Ltd. (судя по сайту https://www.jnalloy.ru, у них есть и дуплексные сплавы), здесь очень выручают, так как можно всё оборудование заказывать в одном месте.
Ну и для совсем экстремальных условий — высокие температуры, концентрированные кислоты — есть никелевые сплавы: Inconel, Hastelloy. Но это уже другая история и совсем другие цены. Фланцы из них — это штучный товар, и их изготовление — это всегда индивидуальный проект с долгими согласованиями.
Возвращаясь к нашему фланцу из AISI 304. Он был и остаётся рабочим солдатом для огромного количества применений: водоснабжение, вентиляция, неагрессивные жидкости в пищепроме, умеренные температуры. Главное — понимать его пределы, не экономить на качестве заготовки и обработки, и всегда, всегда досконально изучать среду, в которой ему предстоит работать. А при малейших сомнениях — консультироваться с технологами и рассматривать более стойкие варианты. В конце концов, надёжность фланцевого соединения — это часто вопрос безопасности всего контура.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги BW из хастеллоя X
Фитинги BW из хастеллоя X -
 Труба из нержавеющей стали AL6XN
Труба из нержавеющей стали AL6XN -
 Фитинги BW из нержавеющей стали 347H
Фитинги BW из нержавеющей стали 347H -
 Прутки из супердуплексная стали S32750
Прутки из супердуплексная стали S32750 -
 Труба из хастеллоя X
Труба из хастеллоя X -
 Пластина из инконеля 625
Пластина из инконеля 625 -
 Труба из сплава 31
Труба из сплава 31 -
 Фланцы из нержавеющей стали 316L
Фланцы из нержавеющей стали 316L -
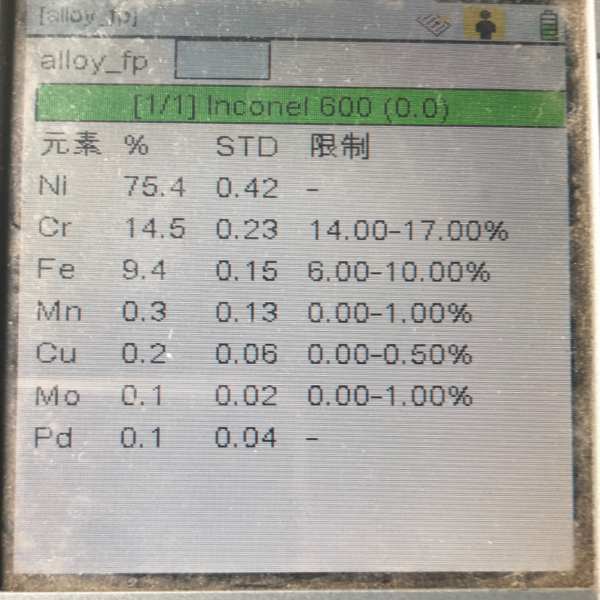 Инконель 600
Инконель 600 -
 Пластина из сплава 31
Пластина из сплава 31 -
 Труба из нержавеющей стали 254SМО
Труба из нержавеющей стали 254SМО -
 Прутки из инколой 800H
Прутки из инколой 800H
Связанный поиск
Связанный поиск- Китай 316LN Стальная труба из нержавеющей стали продукт
- оптом труба S31803
- труба A312 Поставщики
- Листы из нержавеющей стали 316
- Китай 316LMOD Стальная труба из нержавеющей стали Производитель
- высокое ксчество ASTM A790
- дешево труба S31803
- OEM плиты 2205
- 316LN Стальная труба из нержавеющей стали
- Стальная плита из хастеллойной стали X









