
Фланец 2507
Когда слышишь ?Фланец 2507?, многие сразу думают о высокой коррозионной стойкости и прочности. Но на практике, если ты реально работал с этим дуплексом, понимаешь, что тут кроется масса нюансов, которые в каталогах часто умалчивают. Основная ошибка — считать его просто улучшенной версией 2205 или аналогом супердуплексов вроде 2707. Нет, 2507 — это свой характер, свои ?причуды? при обработке и сварке, о которых знаешь только после нескольких косяков на объекте.
Что скрывается за маркой 2507?
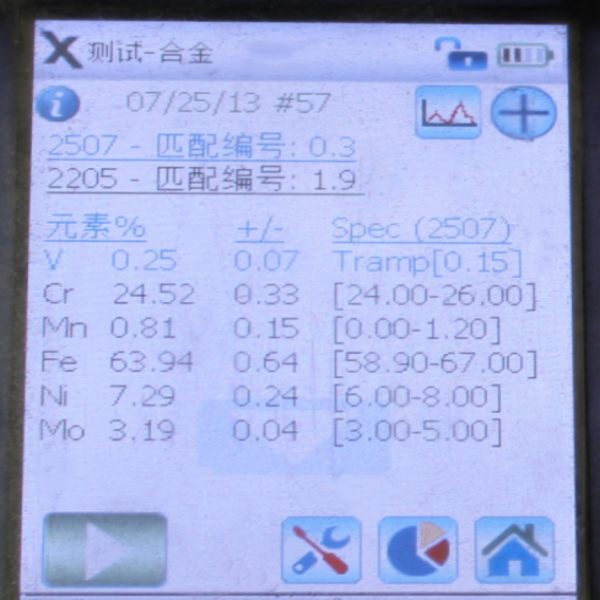
Материал 2507, он же SAF 2507, — это дуплексная нержавеющая сталь. Соотношение аустенита и феррита примерно 50/50, что и дает тот самый баланс. Но ключевое здесь — высокое содержание молибдена, азота и хрома. Именно это обеспечивает феноменальную стойкость к точечной и щелевой коррозии, особенно в агрессивных хлоридных средах. Однако, когда заказываешь фланец 2507, нельзя слепо доверять сертификату. Лично сталкивался, когда в химсоставе всё в норме, а ударная вязкость или твердость на кромках после механической обработки ?плыла?. Виной всему — термическая история заготовки.
Часто проблемы начинаются с исходника. Не все производители плит или поковок выдерживают правильный режим термообработки — растворения. Если перегреть или недостаточно быстро охладить, в структуре могут появиться вредные интерметаллиды, например, сигма-фаза. Она делает материал хрупким. Поэтому, когда мы закупали заготовки для фланцев у проверенного поставщика, например, через JN Special Alloy Technology Co., Ltd., всегда акцентировали на необходимости предоставления полных отчетов по термообработке, а не только выборочных данных по химии. Их профиль как раз включает производство из плит, прутков и поковок дуплексных сталей, что критически важно для последующей надежности фланца.
И вот еще момент: многие думают, что раз материал дорогой, то и фланец из него будет служить везде. Нет. Классический провал — попытка поставить фланец 2507 в контур с температурой выше 300°C в постоянном режиме. Дуплекс начинает терять свою ударную вязкость, растет риск охрупчивания. А если там еще и сварочные швы есть... Один проект по реконструкции трубопровода морской воды чуть не закончился инцидентом как раз из-за этого. Расчеты по давлению были верные, а вот по длительному температурному воздействию — нет.
Особенности обработки и изготовления
Токарная обработка 2507 — это не то же самое, что с обычной аустенитной нержавейкой. Материал прочный и вязкий. Если резец затупился даже немного, вместо стружки начинаешь получать наклеп на поверхности, который потом может стать очагом коррозии. Скорости и подачи нужно подбирать аккуратно, охлаждение — обильное. Помню, на первых партиях мы переводили кучу заготовок, пока не нашли оптимальный режим. Сейчас кажется очевидным, но тогда каждый шаг был через эксперимент.
Сверление отверстий под шпильки — отдельная история. Особенно в толстостенных фланцах. Тут без правильной геометрии сверла и СОЖ можно ?сжечь? материал внутри отверстия. Появляется синий побежалый цвет — признак перегрева, который ведет к обеднению хромом поверхностного слоя. Такой фланец уже не может считаться полностью коррозионностойким. Приходилось внедрять ступенчатое сверление и строгий контроль температуры на каждом этапе.
Фаски под сварку. Казалось бы, мелочь. Но на фланцах 2507 угол и чистота поверхности фаски критичны. Шероховатая, рваная кромка от газовой резки — гарантия проблем со сварным швом. Мы перешли исключительно на плазменную или гидроабразивную резку с последующей механической обработкой кромки. Да, дороже. Но стоимость замены вышедшего из строя узла на объекте — несопоставимо выше.
Сварка — главный камень преткновения
Сварка дуплексных сталей — это высший пилотаж. С 2507 все еще строже. Основное правило — поддержание баланса фаз. Если сварочные параметры подобраны неверно, в шве и ЗТВ может получиться переизбыток феррита. Это ведет к снижению пластичности и коррозионной стойкости. Приходится использовать специальные присадочные материалы, часто с повышенным содержанием никеля, чтобы этот баланс выровнять.
Контроль межпассовой температуры — святое. Максимум 150°C. На крупных фланцах, особенно при монтаже на улице зимой или в жарком цехе летом, выдержать это — та еще задача. Приходилось организовывать локальный подогрев или охлаждение зоны сварки. Был случай, когда из-за спешки сдали узел, где межпассовая температура местами подскакивала до 180°C. Через полгода в швах пошли микротрещины. Пришлось демонтировать и переделывать весь участок.
И обязательно после сварки — травление и пассивация. Без этого оксидная пленка в зоне шва будет неоднородной. Мы используем специальные гели. Но важно не перестараться: перетравливание тоже вредно. Все это требует не просто слепого следования инструкции, а понимания процессов на металлургическом уровне. Поставщики комплектующих, которые в этом разбираются, как JN Special Alloy Technology Co., Ltd., ценятся на вес золота. Их описание как производителя фланцев и фитингов из дуплексных сплавов — это как раз про то, что они должны глубоко погружаться в такие технологические детали.
Применение и выбор: где он действительно нужен?
Классика — нефтегаз, морская вода, опреснительные установки. Там, где есть высокое содержание хлоридов, сероводород, углекислый газ. Фланец 2507 там часто единственно верное экономическое решение, если считать полный жизненный цикл. Дешевле дуплекс 2205 может не вытянуть, а супердуплекс или никелевые сплавы вроде Хастеллоя — неоправданно дороги.
Но есть и менее очевидные сферы. Например, химическая промышленность с определенными органическими кислотами или растворами с высоким pH. Тут уже без конкретного анализа среды не обойтись. Один раз чуть не закупили партию фланцев 2507 для линии с уксусной кислотой, где по факту хватало и 316L. Переплатили бы существенно. Всегда нужно задавать вопрос: ?А зачем именно 2507?? Ответ должен быть в виде конкретных параметров среды: температура, давление, pH, концентрация ионов хлора, наличие сероводорода.
Выбор поставщика фланца — это 70% успеха. Нельзя брать просто по чертежу. Нужно понимать, как изготовитель контролирует весь цикл: от выплавки и прокатки плиты (тут ссылка на профиль JN Special Alloy как раз к месту — они работают с плитами и прутками) до финишной обработки и контроля. Запросите не только сертификат соответствия, но и отчеты UT (ультразвукового контроля) поковки, результаты испытаний на коррозию образцов из партии. Надежный производитель предоставит это без проблем.
Практические наблюдения и частые ошибки
Уплотнительные поверхности. На фланцах высокого давления часто делают шип-паз или выступ-впадину. При механической обработке этих поверхностей под фланец 2507 нужно добиться не только точности размеров, но и идеальной чистоты. Любая рисочка может стать путем для щелевой коррозии. После обработки мы запрещаем даже пальцами трогать эти поверхности без чистых перчаток.
Маркировка. Кажется, ерунда. Но если маркировка нанесена электрохимическим способом с неправильным электролитом или слишком глубоко, это тоже точка потенциального начала коррозии. Лучше лазерная маркировка. И обязательно на цилиндрической части, а не на уплотнительной поверхности или в зоне возможного высокого напряжения.
Хранение и транспортировка. Даже идеально сделанный фланец можно испортить. Хранить нужно в сухом помещении, в упаковке, которая не вызывает коррозию (некоторые пленки или картоны могут содержать хлориды). И уж точно нельзя бросать его на стальные конструкции — появятся забоины и царапины. Видел, как на складе фланцы из дуплекса лежали рядом с углеродистыми трубами под дождем. Потом удивлялись пятнам на поверхности... Это базис, но его почему-то постоянно забывают.
В итоге, работа с фланцем 2507 — это постоянный баланс между знанием теории, вниманием к деталям на производстве и здоровым скептицизмом на каждом этапе, от закупки заготовки до монтажа. Это не тот материал, где можно работать по шаблону. Каждый проект, каждая среда заставляют немного пересматривать подход. Но когда всё сделано правильно, результат — это надежность на десятилетия, которая оправдывает все сложности. И именно поэтому выбор партнера, который понимает эту философию, а не просто продает ?железо?, так важен.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Фланец из хастеллоя C276
Фланец из хастеллоя C276 -
 Поковки из инконеля 718
Поковки из инконеля 718 -
 Фланец из инконеля 625
Фланец из инконеля 625 -
 Поковки из нержавеющей стали 316Ti
Поковки из нержавеющей стали 316Ti -
 Прутки из хастеллоя C276
Прутки из хастеллоя C276 -
 Прутки из нержавеющей стали 316H
Прутки из нержавеющей стали 316H -
 Прутки из хастеллоя G30
Прутки из хастеллоя G30 -
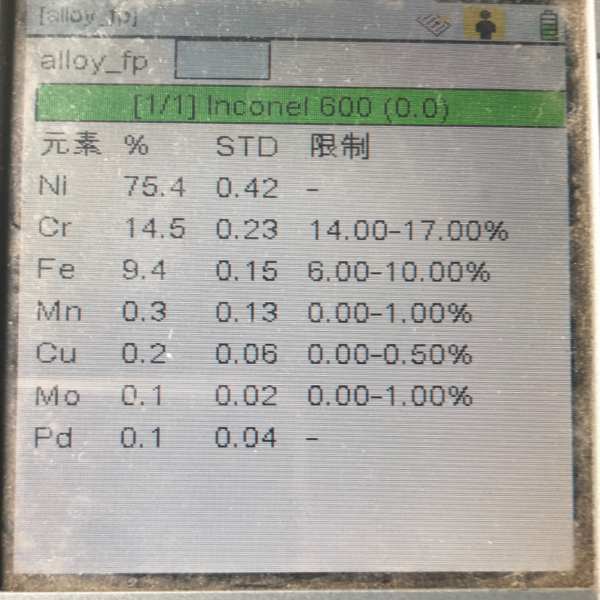 Инконель 600
Инконель 600 -
 Прутки из нержавеющей стали 304
Прутки из нержавеющей стали 304 -
 Фитинги BW из нержавеющей стали 347
Фитинги BW из нержавеющей стали 347 -
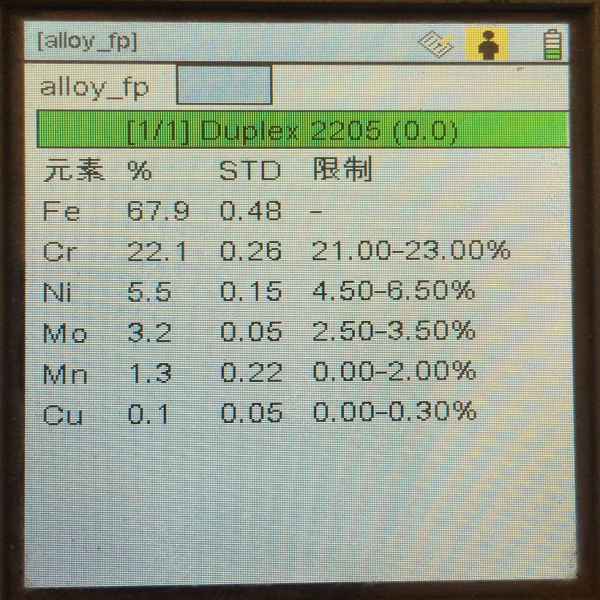 Дуплексная сталь S32205
Дуплексная сталь S32205 -
 Поковки из хастеллоя C276
Поковки из хастеллоя C276
Связанный поиск
Связанный поиск- труба 904L Поставщик
- Пластины S32750 Поставщик
- Китай 316L Стальная труба из нержавеющей стали продукт
- Китай 316H Стальная труба из нержавеющей стали продукты
- оптом труба S32750
- дешево труба S31803
- Резьбовой фланец
- Китай 317L Стальная труба из нержавеющей стали Поставщики
- Стальная труба из монеля 400
- Китай 304 Стальная труба из нержавеющей стали Поставщики









