
фланцы aisi 304 размеры
Когда ищешь ?фланцы aisi 304 размеры?, кажется, что всё просто: нашёл таблицу ГОСТ или ASME B16.5, и дело в шляпе. Но на практике именно в этих таблицах и кроется первая ловушка. Многие забывают, что размер — это не только диаметр и количество отверстий. Это ещё и толщина приварного кольца, вылет, тип уплотнительной поверхности (RF, FF), и под каждый параметр есть своя история. Особенно с нержавейкой, где из-за упругости материала при обработке могут возникать свои ?сюрпризы?.
Что скрывается за ?стандартными? размерами
Возьмём, казалось бы, простой фланец DN100 PN16. По ГОСТ (который пришёл на смену старому ГОСТ 12820-80) наружный диаметр будет 215 мм, диаметр болтовой окружности — 180 мм, 8 отверстий под болты М16. Но если мы говорим про фланцы aisi 304, то здесь уже нужно смотреть на сырьё. Не всякая плита или поковка AISI 304 (он же 08Х18Н10) ведёт себя одинаково. У одного производителя металл может быть более ?жёстким?, у другого — более вязким. При фрезеровке паза под уплотнение на более мягком металле могут появиться задиры, если скорость резания выбрана неправильно. Поэтому ?стандартный? размер после обработки должен быть не только в допусках, но и без дефектов поверхности, которые потом аукнутся течью.
Частая ошибка — заказывать фланцы только по диаметру и давлению, упуская тип исполнения. Например, для соединения с оборудованием часто нужен фланец с выступом (raised face, RF), а для соединения ?фланец-фланец? через прокладку — плоский (flat face, FF). Если перепутать, монтажники потом будут мучиться. Сам видел, как на объекте пришлось срочно дорабатывать фланцы болгаркой, потому что пришла партия не того типа. Потери времени и денег.
И ещё про толщину. Для PN16 толщина фланца — величина в таблице. Но в случае с нержавейкой AISI 304, которая работает в агрессивных средах (скажем, с слабыми кислотами или в пищевом производстве), иногда есть смысл взять фланец на шаг толще, с запасом на коррозию. Это не по стандарту, это уже практическое решение. Мы такое делали для клиента из химической лаборатории — заказали фланцы DN50, но с толщиной, как для PN25. Механических нагрузок там нет, но запас по ?мясу? дал уверенность в долговечности.
От чертежа до детали: где возникают расхождения
Вот здесь начинается самое интересное. Допустим, чертёж идеален, размеры по ASME B16.5. Отдаёшь его в производство. А там — свои реалии. Например, размеры отверстий под шпильки. В теории — чистовая обработка. На практике, если сверло затупилось или подача охлаждающей жидкости была недостаточной, в отверстии по нержавейке могут появиться наклёп и микротрещины. Визуально деталь прошла контроль, калибр проходит, но при монтаже под нагрузкой именно с этого отверстия может пойти трещина. Поэтому мы всегда настаиваем на контроле не только калибром, но и визуальном, лучше с лупой, критичных поверхностей.
Ещё один момент — маркировка. Казалось бы, мелочь. Но по опыту, если на фланце чётко выбита марка стали AISI 304, номер плавки (или хотя бы номер сертификата), размер DN-PN и клеймо производителя — это сильно упрощает жизнь приёмке и монтажникам. Видел продукцию, где маркировка была нанесена краской или вообще только на упаковке. На стройплощадке упаковка рвётся, краска стирается, и потом возникает вопрос: а это точно 304-я или дешёвый 201-й аналог? Добросовестные производители, вроде JN Special Alloy Technology Co., Ltd. (их сайт — https://www.jnalloy.ru), которые позиционируют себя как производитель из плиты, трубы, прутки, фланцы, фитинги, обычно следят за этим. Их специфика как раз — работа с нержавеющими, дуплексными и никелевыми сплавами, где прослеживаемость материала обязательна.
Расскажу про случай. Заказывали партию фланцев AISI 304 для модернизации трубопровода на молокозаводе. В спецификации было указано исполнение по ГОСТ. Пришла партия — геометрия в норме, но на поверхности, особенно в районе ступицы, были заметны следы от мощных тисков без медных накладок. Вмятины, царапины. Пришлось отбраковывать штук 15%. Производитель, конечно, заменил, но сроки сорвались. Вывод простой: даже такая операция, как закрепление заготовки на станке, для нержавейки требует особого подхода.
Вопросы материала: AISI 304 — это не всегда одинаково
Многие думают, что AISI 304 — это как конструкционная сталь, бери любой вариант. Ан нет. Важна не только химия (C, Cr, Ni), но и состояние поставки металла. Фланцы часто делают из поковки или из плиты. Плита, особенно горячекатаная, может иметь внутренние напряжения. Если из такой плиты вырезать заготовку под фланец и сразу пустить в механическую обработку, после снятия слоя металла деталь может ?повести? — её покоробит. Опытные производители дают металлу ?отлежаться? после резки или проводят предварительный отпуск для снятия напряжений.
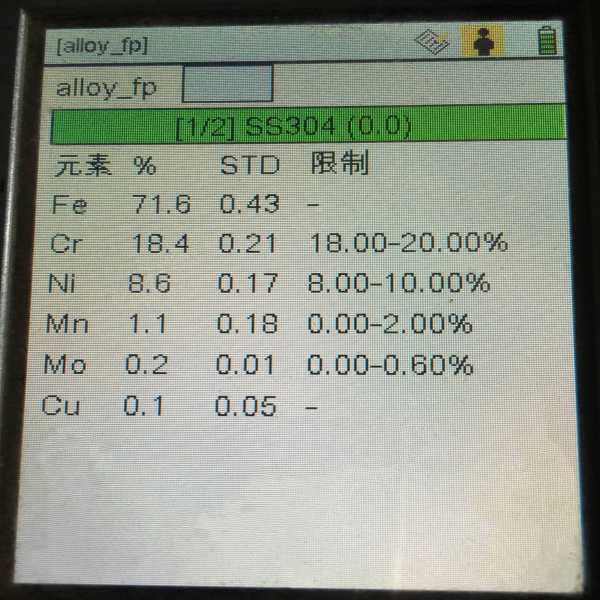
Кстати, о химии. Стандартный AISI 304 содержит 18-20% хрома и 8-10.5% никеля. Но для работы при повышенных температурах или в средах с риском межкристаллитной коррозии часто требуется стабилизированная или низкоуглеродистая версия — AISI 304L. Если в техзадании не уточнили, а среда агрессивная, можно попасть впросак. Один раз чуть не случилось: заказали фланцы для контура с тёплой кислотной промывкой. Хорошо, что инженер-технолог вовремя спросил про температуру и pH. Переделали заказ на 304L. Разница в цене была, но она того стоила.
Здесь, к слову, и проявляется разница между просто поставщиком и специализированным производителем. На сайте jnalloy.ru в описании компании видно, что они работают с целым спектром материалов из нержавеющей, дуплексной, никелевых сплавов, Inconel, Hastelloy, Monel, Incoloy. Это говорит о том, что они, скорее всего, понимают разницу между марками и могут проконсультировать. Для простых задач, может, это и не нужно, но для сложных сред — критически важно.
Практика монтажа: что не скажут в таблицах размеров
Всё, что написано выше, меркнет перед реалиями монтажа. Допустим, фланцы идеальны. Но если шпильки — из обычной углеродистой стали, а гайки закручивают газовым ключом до упора, можно сорвать резьбу на нержавейке или создать чудовищные напряжения. Для фланцев aisi 304 рекомендуется использовать шпильки из аналогичного или совместимого материала, а затяжку вести динамометрическим ключом по схеме ?крест-накрест?. Это знают все, но на деле соблюдают редко.
Ещё один практический нюанс — тепловое расширение. Трубопровод из AISI 304 имеет довольно высокий коэффициент линейного расширения. Если на длинном прямом участке поставить фланцы с жёстким уплотнением и жёстко их закрепить, при нагреве могут возникнуть дополнительные изгибающие моменты. Иногда имеет смысл в таких трассах использовать не все фланцы, а часть соединений делать на сварных стыках (конечно, с последующим отпуском и контролем швов). Это снижает количество потенциальных точек протечки.
Был у меня проект, где пришлось полностью пересмотреть расстановку фланцев на паропроводе из-за этого эффекта. По проекту они стояли через каждые 6 метров. После первого же прогрева получили просадку прокладок и течь на половине соединений. Переделали, оставили фланцы только в необходимых местах (у аппаратов, арматуры), а пролёты монтировали длинными сварными секциями. Проблема ушла.
Вместо заключения: на что смотреть при заказе
Так что, возвращаясь к запросу ?фланцы aisi 304 размеры?. Размеры — это база. Но за ними стоит куда больше. Первое — уточняй техзадание: среда, температура, давление, тип присоединения. Второе — требуй не только паспорт на готовые фланцы, но и сертификат на материал, особенно если среда агрессивная. Третье — обращай внимание на производителя. Если он, как JN Special Alloy Technology Co., Ltd., заявляет работу с широким спектром сплавов, есть шанс, что он разбирается в специфике и сможет изготовить именно то, что нужно, а не просто ?фланец по чертежу?.
И последнее. Никогда не стесняйся задавать вопросы. ?А из какой именно плиты будете делать??, ?Как снимаете напряжения после обработки??, ?Как маркируете??. Ответы (или их отсутствие) многое скажут о поставщике. Готовность обсуждать такие детали часто отличает тех, кто делает продукт, от тех, кто просто его перепродаёт. Удачи в поисках.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Прутки из нержавеющей стали 316H
Прутки из нержавеющей стали 316H -
 Поковки из нержавеющей стали 316L
Поковки из нержавеющей стали 316L -
 Фитинги BW из супердуплексная сталь S32760
Фитинги BW из супердуплексная сталь S32760 -
 Фланец из хастеллоя G30
Фланец из хастеллоя G30 -
 Нержавеющая сталь 304
Нержавеющая сталь 304 -
 Фитинги BW из инколоя 825
Фитинги BW из инколоя 825 -
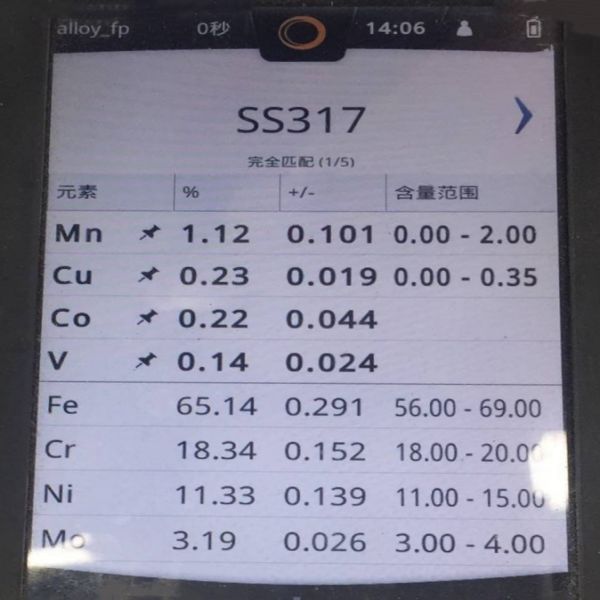 Нержавеющая сталь 317
Нержавеющая сталь 317 -
 Прутки из нержавеющей стали 347H
Прутки из нержавеющей стали 347H -
 Труба из нержавеющей стали 316
Труба из нержавеющей стали 316 -
 Фитинги BW из хастеллоя B3
Фитинги BW из хастеллоя B3 -
 Прутки из нержавеющей стали 310S
Прутки из нержавеющей стали 310S -
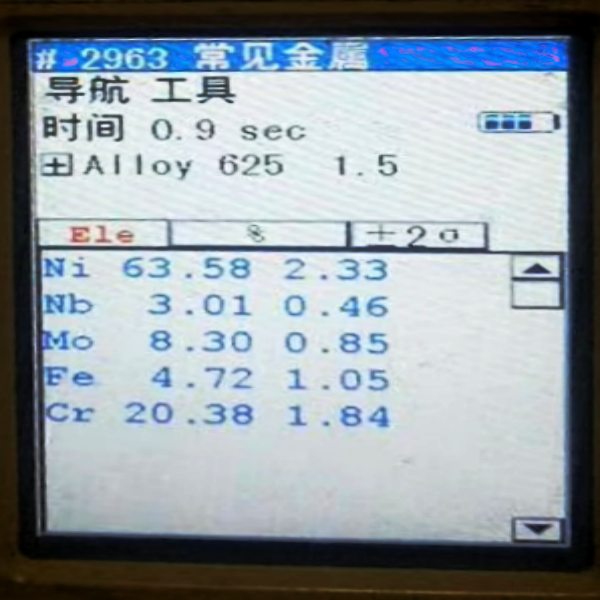 Инконель 625
Инконель 625
Связанный поиск
Связанный поиск- Китай Стальная труба Производители
- ASTM A240 Производители
- Китай 304 Стальная труба из нержавеющей стали продукты
- из хастеллойной стали X
- плиты S32205 Производитель
- Китай 316LMOD Стальная труба из нержавеющей стали цена
- труба 2205 Поставщик
- Китай Стальная труба из нержавеющей стали продукты
- Китай 321H Стальная труба из нержавеющей стали Поставщики
- Стальная труба из хастеллойной стали X









