
эллиптические заглушки 12х18н10т
Когда речь заходит об эллиптических заглушках из 12х18н10т, многие сразу думают о стандартном решении для трубопроводов. Но на практике, особенно под давлением или в агрессивных средах, эта ?стандартность? рассыпается на десяток мелких, но критичных деталей. Материал-то, вроде бы, классика — аустенитная нержавейка, но сама форма заглушки, качество исходного металла и даже способ обработки кромки создают массу подводных камней. Часто вижу, как заказчики фокусируются только на марке стали, упуская из виду геометрию и состояние поверхности, а потом удивляются, почему на стыке пошла коррозия или появились микротрещины после первых же циклов нагрузки.
Почему именно эллиптическая форма и 12х18н10т?
Эллиптическая заглушка — это не просто ?крышка?. Её кривизна рассчитана на лучшее распределение внутреннего давления по сравнению с плоскими вариантами. Для 12х18н10т это особенно важно, так как, несмотря на хорошую пластичность, сплав может проявлять ?усталость? в зонах резкого перепада напряжений. В своё время мы ставили плоские заглушки на пробный участок линии с перегретым паром — через полгода на внутренней поверхности по периметру сварного шва пошли едва заметные ?паутинки?. Перешли на эллиптические, с большим радиусом кривизны — проблема ушла.
Но и с эллипсом не всё просто. Ключевой параметр — соотношение высоты к диаметру. Слишком ?высокая? заглушка может создать излишние напряжения в вершине, слишком ?плоская? — не даст нужного эффекта упрочнения. Для большинства средних давлений (условно до 40-50 атм) часто берут стандартное соотношение, но вот для химических реакторов с пульсирующей нагрузкой приходится считать индивидуально. Помню проект с кислотной средой, где пришлось увеличить высоту на 15% относительно стандарта, чтобы сместить зону максимального напряжения от сварного шва в более ?спокойную? область купола.
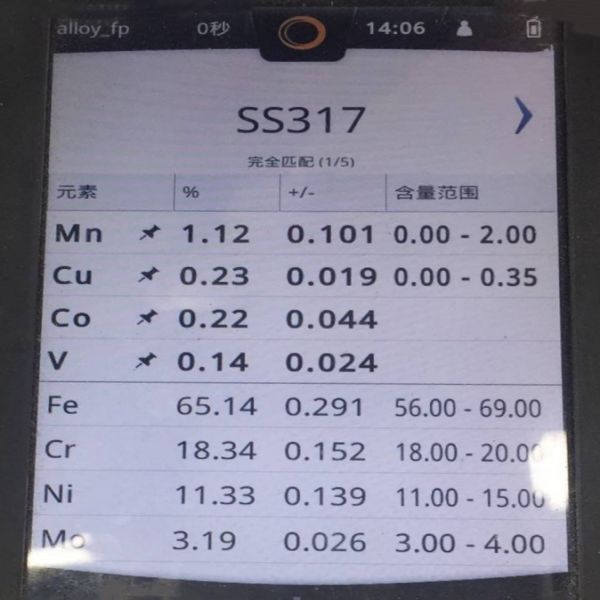
Исходное состояние металла — вот что часто становится сюрпризом. 12х18н10т — сплав распространённый, но его качество сильно варьируется. Мы, например, долгое время сотрудничаем с JN Special Alloy Technology Co., Ltd. (https://www.jnalloy.ru). Они как раз специализируются на поставках полуфабрикатов из нержавеющих, дуплексных и никелевых сплавов — плит, труб, прутков, от которых затем идут фланцы и фитинги. Важно, чтобы заглушка изготавливалась из проверенной плиты или штамповки, без внутренних дефектов. Один раз получили партию, где вроде бы химия сошлась, но при ультразвуковом контроле в теле заготовки нашли мелкие расслоения. В штамповке они бы, возможно, и не проявились, но при дальнейшей эксплуатации под давлением — это готовый очаг разрушения.
Ошибки при изготовлении и монтаже
Самая частая ошибка — экономия на механической обработке. После штамповки или вырезки плазмой внутренняя поверхность заглушки, особенно из 12х18н10т, должна быть идеально зачищена. Малейшие следы окалины, микроволны от резки или шероховатости становятся центрами коррозионного растрескивания, особенно в средах с хлоридами. Видел случаи, когда на пищевом производстве, казалось бы, в щадящих условиях, за год на таких необработанных поверхностях выросла сетка точечной коррозии.
Вторая точка отказа — сварной шов. Здесь нужно учитывать не только режимы сварки, но и подготовку кромки. Эллиптическую заглушку часто приходится подгонять под уже существующий торец трубы или аппарата. Если торец имеет лёгкую овальность (а это бывает чаще, чем кажется), а заглушка сделана по идеальному эллипсу, то при приварке возникает локальный зазор. Его начинают ?заливать? швом, что ведёт к перегреву, выгоранию легирующих элементов и, как следствие, снижению коррозионной стойкости именно в этом месте. Нужно либо калибровать торец, либо — что чаще практикуем — делать заглушку с небольшим припуском по периметру под последующую механическую обработку встык.
И про термообработку после сварки. Для 12х18н10т она не всегда обязательна, но в ряде случаев — критична. Если среда особо агрессивная или заглужка работает при повышенных температурах (скажем, выше 300°C), то убрать напряжения от сварки нужно. Но здесь тоже есть ловушка: неправильно выбранный режим отпуска может привести к выпадению карбидов по границам зёрен и снижению стойкости к межкристаллитной коррозии. Нужно смотреть по конкретным условиям. У нас был опыт, когда после сварки сделали стандартный отпуск, а потом при анализе шва обнаружили начало карбидообразования. Пришлось переделывать.
Практические кейсы и альтернативы
Расскажу про один неудачный опыт, который многому научил. Заказчик принёс свою заглушку из 12х18н10т, купленную ?по выгодной цене?. Нужно было вварить в теплообменник. Внешне — нормально. Но при визуальном осмотре на внутренней поверхности увидел едва уловимые цвета побежалости — признак локального перегрева, возможно, при неправильной штамповке. Уговорил заказчика сделать металлографический срез. Оказалось, по краю зоны перегрева пошли микродефекты. Ставить такую под давление было бы преступлением. Пришлось срочно искать замену. В тот раз выручила как раз возможность быстро получить качественную заготовку от проверенного поставщика, такого как JNalloy.ru, у которого в ассортименте всегда есть плиты и поковки из нужных сплавов, включая ту же 12х18н10т, с полным набором сертификатов. Это тот случай, когда наличие надёжного канала для материала решает всё.
Иногда для особо ответственных узлов стоит рассмотреть не просто эллиптические заглушки 12х18н10т, а варианты из дуплексных сталей (типа 2205) или даже никелевых сплавов, если среда слишком жёсткая. Хотя 12х18н10т — работающий и более экономичный вариант для большинства средних задач. Например, для трубопроводов насыщенного пара, конденсатных линий, слабоагрессивных химикатов. Но если в среде есть сероводород, высокие концентрации хлоридов или температура подбирается к 400-450°C, то лучше посмотреть в сторону дуплекса. Он и прочнее, и устойчивее к коррозии под напряжением. Но и дороже, и со сваркой своих нюансов больше.
Ещё один практический момент — контроль перед установкой. Помимо стандартных сертификатов, я всегда советую сделать хотя бы визуальный и измерительный контроль. Замерить толщину в нескольких точках, особенно у полюса и у края. Проверить чистоту внутренней поверхности. Идеально — провести капиллярный контроль (цветную дефектоскопию) сварных швов, если заглушка поставляется уже приваренной к горловине. Это занимает время, но спасает от незапланированных остановок.
Взаимодействие с поставщиками материалов
Здесь важно не просто купить ?сталь 12х18н10т?. Нужно понимать, в каком виде она поставляется и для какого метода изготовления заглушки предназначена. Для штампованных заглушек нужна поковка или толстая плита с определёнными характеристиками ударной вязкости. Для заглушек, которые будут вытачиваться на станке с ЧПУ из толстостенной трубы (такое тоже бывает для нестандартных диаметров), нужна уже труба с соответствующими допусками по овальности и толщине стенки.
Поставщик, который понимает эти тонкости, — большая удача. Когда видишь в спецификации не просто ?плита нержавеющая?, а указание на стандарт, состояние поставки (например, термически обработанная и травлёная), результаты испытаний на ударную вязкость при разных температурах, — это внушает доверие. На сайте JN Special Alloy Technology Co., Ltd. видно, что они работают именно с полуфабрикатами для дальнейшего изготовления деталей: плиты, трубы, прутки, фланцы, фитинги из нержавеющих, дуплексных, никелевых сплавов (Inconel, Hastelloy, Monel, Incoloy). Такой подход говорит о том, что они, скорее всего, смогут подобрать и проконсультировать по оптимальному виду заготовки под конкретную задачу, будь то штамповка или механическая обработка.
Лично для меня ключевой показатель — готовность поставщика предоставить не только сертификат завода-изготовителя, но и результаты дополнительных проверок, если это требуется. Например, для критичных применений мы иногда запрашиваем дополнительные испытания на стойкость к межкристаллитной коррозии (AMU-метод) именно от партии материала, из которого будет изготавливаться заглушка. Не все идут на это, но те, кто идут, как правило, дорожат репутацией и уверены в своём товаре.
Итоговые соображения
Так что, возвращаясь к эллиптическим заглушкам из 12х18н10т. Вещь, казалось бы, простая и отработанная. Но, как и многое в инженерии, она требует внимания к деталям. Нельзя просто взять чертёж, купить первую попавшуюся заготовку и сделать. Нужно анализировать среду, давление, температурные циклы. Нужно понимать, как будет изготавливаться заглушка — штамповка, гибка, механическая обработка. Нужно тщательно готовить к сварке и контролировать шов.
И конечно, фундамент всего — качественный исходный материал. Без хорошей, проверенной плиты или поковки из правильной 12х18н10т все дальнейшие ухищрения могут пойти прахом. Поэтому выбор поставщика металла — это не просто поиск по цене за килограмм, а оценка его экспертизы, ассортимента и готовности работать по техническим требованиям. В этом смысле, специализированные компании, которые фокусируются на сплавах для ответственных применений, часто оказываются более выгодными партнёрами в долгосрочной перспективе, даже если их цена за тонну чуть выше. Потому что они продают не просто металл, а гарантию того, что эта самая эллиптическая заглушка отработает свой срок без сюрпризов.
В общем, тема бездонная. Каждый новый проект приносит какой-то опыт. Главное — не считать эту деталь второстепенной и не упускать мелочи, из которых, собственно, и складывается надёжность.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из нержавеющей стали 321H
Пластина из нержавеющей стали 321H -
 Пластина из нержавеющей стали 321
Пластина из нержавеющей стали 321 -
 Пластина из нержавеющей стали 310S
Пластина из нержавеющей стали 310S -
 Фланец из никеля 201
Фланец из никеля 201 -
 Пластина из нержавеющей стали 347
Пластина из нержавеющей стали 347 -
 Фланцы из нержавеющей стали 316
Фланцы из нержавеющей стали 316 -
 Труба из нержавеющей стали 317
Труба из нержавеющей стали 317 -
 Прутки из супердуплексная стали S32760
Прутки из супердуплексная стали S32760 -
 Труба из хастеллоя B2
Труба из хастеллоя B2 -
 Фланец из хастеллоя C4
Фланец из хастеллоя C4 -
 Поковки из нержавеющей стали 316
Поковки из нержавеющей стали 316 -
 Поковки из нержавеющей стали 316Ti
Поковки из нержавеющей стали 316Ti
Связанный поиск
Связанный поиск- Пластины S32205
- Китай 316LN Стальная труба из нержавеющей стали Производители
- 317L Нержавеющая сталь
- Китай Стальная труба из нержавеющей стали продукты
- Китай 317 Стальная труба из нержавеющей стали заводы
- известный плиты S31803
- тройник 316 нержавеющей
- S32750 Трубопроводная арматура из супердуплексной стали
- фланец нержавеющий aisi 316
- Трубопроводная арматура из инконеля 718









