
ASTM A240 Поставщик
Когда ищешь ASTM A240 поставщик, половина объявлений ведет к компаниям, которые в жизни не держали в руках сертификат MIL-STD. Говорят про 'соответствие стандарту', но если попросишь тестовые образцы партии 304L с содержанием серы ниже 0.003% - тишина. Мы с 2018 года через JN Special Alloy Technology Co., Ltd. работаем, и там как раз понимают, что поставка это не про отгрузку по прайсу, а про то, чтобы каждая партия листа имела одинаковые свойства по всей длине.
Почему дуплексная сталь сложнее, чем кажется
Вот например S32205 - казалось бы, стандартный дуплекс. Но если при резке не контролировать температуру, ферритно-аустенитная структура пойдет волнами. Как-то на объекте в Уфе пришлось выбраковывать 12 тонн плит из-за того, что предыдущий поставщик не предоставил протоколы термообработки. После этого начали заказывать через jnalloy.ru, где сразу видно - в спецификации указаны не только механические свойства, но и условия криогенной обработки для толстостенных заготовок.
Кстати про фланцы - для кислотных сред лучше брать не просто 316L, а с дополнительным легированием молибденом. В прошлом году для химического комбината в Тольятти как раз поставляли партию фланцев ASME B16.5 с содержанием Mo 2.5-3%. При монтаже выяснилось, что у трех фланцев разная твердость по Бринеллю - оказалось, поставщик смешал партии из разных плавок. Теперь всегда требуем сертификат с указанием номера плавки для каждого изделия.
Если говорить про Incoloy 825 - тут вообще отдельная история. Многие думают, что раз сплав никелевый, то автоматически подходит для сероводородных сред. Но если не проконтролировать термообработку после штамповки, межкристаллитная коррозия проявляется уже через 3 месяца работы. Как-то пришлось заменять фитинги на нефтепромысле в ХМАО именно из-за этого нюанса.
Практические моменты при выборе толщин листа
Для аппаратов высокого давления часто берут лист 8-10 мм по ASTM A240, но мало кто проверяет разнотолщинность. По опыту - если заявлено 10 мм, реальная толщина может плавать от 9.7 до 10.4 мм. У JN Alloy в этом плане строго - последняя поставка для завода полипропилена в Казани была с допуском ±0.15 мм, что для российских стандартов редкость.
Кстати, про российские стандарты - до сих пор встречаю проектировщиков, которые требуют исключительно ГОСТ 5632. Приходится объяснять, что современные модификации 316Ti с контролем карбидной сетки фактически превосходят отечественные аналоги. Особенно для сварочных работ - там где по ГОСТу требуется дополнительный отжиг, по ASTM можно варить без последующей термообработки.
Насчет поставок из Китая многие скептически настроены, но там сейчас технологии ушли далеко вперед. Тот же Hastelloy C276 после плазменной резки с ЧПУ имеет кромку, не требующую дополнительной обработки. Проверяли на образцах от JN Special Alloy - при увеличении в 40 раз пор практически нет.
Нюансы с трубами и прутками
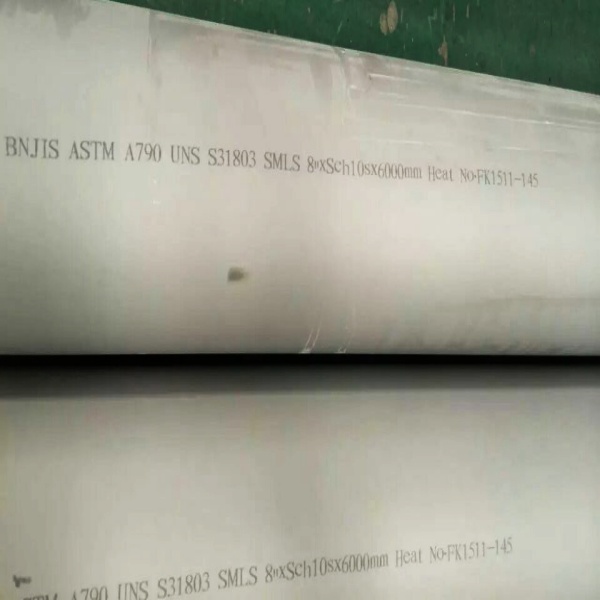
Беспокоишься о качестве труб? Спроси у поставщика про метод калибровки. Холоднодеформированные трубы из дуплексной стали часто имеют остаточные напряжения, которые проявляются при первом же тепловом цикле. Как-то наблюдал ситуацию на ТЭЦ - труба S31803 длиной 6 метров дала продольную трещину после 2 месяцев эксплуатации именно из-за этого.
Прутки из Monel 400 - отдельная тема. Если для крепежа используешь, обязательно смотри на предел текучести. Было дело, на судоремонтном заводе в Мурманске шпильки из якобы Monel пошли пластической деформацией уже при затяжке 85% от номинала. Оказалось - поставщик сэкономил на гомогенизации слитка.
Сейчас для ответственных объектов всегда запрашиваю не только сертификат качества, но и фото этапов производства. Например, как на сайте jnalloy.ru - там видно оборудование для контролируемого охлаждения после ковки. Это важнее, чем красивые слова в спецификации.
О чем молчат большинство поставщиков
Мало кто рассказывает про проблему с поверхностной обработкой толстых плит. После термической резки появляется зона с измененной структурой глубиной до 2 мм. Для пищевого оборудования это критично - потом в микротрещинах скапливаются бактерии. Приходится дополнительно фрезеровать кромку, что увеличивает стоимость обработки на 15-20%.
Еще момент - разнородность механических свойств по длине проката. Особенно заметно на прутках большого диаметра. Как-то проверяли партию 60mm прутков 254 SMO - разброс по пределу прочности достигал 40 МПа между началом и концом прутка. Хорошие поставщики like JN Alloy предоставляют протоколы испытаний из трех точек - с начала, середины и конца.
И да, никогда не верь поставщикам, которые обещают 'любую марку под заказ' за 2 недели. На производство качественной нержавейки с полным циклом контроля требуется минимум 45 дней. Особенно если речь про специализированные сплавы типа Inconel 625 с строгим контролем содержания ниобия.
Личный опыт с конкретными марками
Работая с Hastelloy C22 для скрубберов, понял что главное - не сам сплав, а качество сварных швов. Как-то пришлось переделывать весь газоочистной блок из-за того что сварщики использовали неправильные присадочные материалы. Теперь всегда требую от поставщика рекомендации по сварочным материалам - например в JN Special Alloy сразу прикладывают техкарты сварки к каждой партии.
С инконелями есть тонкий момент - для работы при температурах выше 600°C лучше подходит 617, а не 625 как многие думают. На испытаниях в исследовательском институте убедились - после 1000 часов при 650°C у 625-го начинается охрупчивание, а 617-й держит ударную вязкость.
По поводу доставки - морская транспортировка дуплексных сталей требует особых условий. Если контейнер попадает под прямой солнечный свет, возможна локальная коррозия даже у S32750. Приходится требовать от поставщиков использование абсорбентов и контроль температуры в контейнере. В этом плане нравится как JN Alloy организует логистику - каждый контейнер идет с датчиками температуры и влажности.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина из дуплексной стали S31803
Пластина из дуплексной стали S31803 -
 Инколой 800
Инколой 800 -
 Пластина из нержавеющей стали 316Lmod
Пластина из нержавеющей стали 316Lmod -
 Поковки из хастеллоя G30
Поковки из хастеллоя G30 -
 Фланцы из нержавеющей стали 316Ti
Фланцы из нержавеющей стали 316Ti -
 Поковки из супердуплексная сталь S32760
Поковки из супердуплексная сталь S32760 -
 Фитинги BW из инколоя 825
Фитинги BW из инколоя 825 -
 Труба из инколоя 800HT
Труба из инколоя 800HT -
 Пластина из инколоя 825
Пластина из инколоя 825 -
 Труба из дуплексной стали S31803
Труба из дуплексной стали S31803 -
 Пластина из нержавеющей стали 316H
Пластина из нержавеющей стали 316H -
 Прутки из нержавеющей стали 347H
Прутки из нержавеющей стали 347H









