
ASTM A790 Производитель
Когда ищешь производителя по ASTM A790, сразу натыкаешься на тонны шаблонных сайтов с одинаковыми фразами про 'высокое качество' и 'соответствие стандартам'. Но за 12 лет работы с дуплексными сталями я убедился: ключевое — не просто сертификаты, а понимание, как поведёт себя труба при сварке или под давлением в агрессивной среде. Например, многие забывают, что S31803 и S32205 — не одно и то же, хотя оба подпадают под стандарт. JN Special Alloy Technology Co., Ltd. из тех, кто это различие учитывает на этапе подбора шихты.
Что на самом деле скрывается за стандартом
ASTM A790 — это не просто 'трубы из нержавейки'. Речь о бесшовных и сварных трубах из ферритно-аустенитных (дуплексных) сталей, где критичен баланс фаз 50/50. В 2018 году мы получили партию труб от нового поставщика — визуально идеально, но при радиографическом контроле после сварки пошли микротрещины. Оказалось, проблема в отклонении содержания азота на 0.02% — мелочь, которая обернулась простоем установки на три недели.
Сейчас при заказе всегда уточняю, как производитель контролирует химический состав в реальном времени. На https://www.jnalloy.ru видел в описании процессов упоминание спектрального анализа каждой плавки — это хоть какая-то гарантия. Хотя лично я всегда прошу предоставить тестовые образцы перед крупной поставкой.
Кстати, про фланцы по этому стандарту — их часто недооценивают. Как-то пришлось заменять фланец на нефтепроводе: производитель сэкономил на термообработке, и через полгода появились коррозионные пятна в зоне напряжений. С тех пор для фланцев ASTM A790 требую дополнительный отчет по микроструктуре.
Дуплексные стали в деталях
Работая с S32750, многие упускают влияние скорости охлаждения на ударную вязкость. Помню случай на химическом заводе под Омском: трубы прошли все испытания, но при -20°C в зоне сварного шва пошла хрупкая трещина. Расследование показало — производитель не учёл требования к скорости охлаждения после обработки при 1050°C.
В каталоге JN Special Alloy Technology видел раздел по термообработке для разных марок — это хороший знак. Хотя в практике важно не только наличие оборудования, но и квалификация технологов. Один раз наблюдал, как на производстве перепутали графики отжига для S31803 и S32760 — результат пришлось пустить на переплавку.
С прутками ситуация особая — здесь часто проблемы с поверхностными дефектами. Как-то взяли партию прутков для клапанных штоков, а после механической обработки обнаружили волосовины. Пришлось вводить дополнительный контроль шлифовки на входе.
Особенности подбора фитингов
С фитингами по ASTM A790 главная головная боль — сохранение коррозионной стойкости после механической обработки. В 2021 году был показательный случай: отводы для морской воды через 4 месяца покрылись точечной коррозией. Разбор показал — производитель не провел пассивацию после токарной обработки.
На сайте jnalloy.ru в разделе фитингов заметил упоминание электрохимической обработки — интересно, насколько это действительно работает в производственных масштабах. Из личного опыта: лучше всего показывают себя фитинги с дополнительной электро полировкой, особенно для сред с содержанием хлоридов.
Кстати, про размеры — многие производители ограничиваются стандартным сортаментом, но для ремонтных работ часто нужны нестандартные толщины стенки. Приходилось договариваться о специальных прокатах, где важна гибкость производства.
Никелевые сплавы — перестраховка или необходимость
Иногда для условий ASTM A790 стоит рассматривать никелевые сплавы — например, когда температура превышает 300°C или есть риск коррозионного растрескивания. Помню проект для установки сероочистки: поначалу закупили дуплексные трубы, но после анализа среды перешли на Incoloy 825 — и это сэкономило на заменах через два года.
В описании JN Special Alloy Technology видны возможности работы с никелевыми сплавами — это полезно, когда нужно комплексное решение. Хотя всегда стоит считать экономику: например, Monel 400 для теплообменников в морской воде оправдывает себя только при длительных сроках эксплуатации.
Любопытный момент с Hastelloy C-276 — его иногда используют для фитингов в самых агрессивных участках, хотя формально это выходит за рамки ASTM A790. Но практика показывает: лучше немного переплатить, чем менять систему каждые 3 года.
Контроль качества — где чаще всего ошибаются
Самая распространенная ошибка — ограничиваться только сертификатом материала. Я всегда настаиваю на выборочном УЗК-контроле сварных швов, особенно для толстостенных труб. Был опыт, когда в партии из 200 труб 3 имели непровары — производитель утверждал, что это 'в пределах допуска', но по факту пришлось везти образцы в независимую лабораторию.
Гидроиспытания — еще один больной вопрос. Некоторые производители проводят их при заниженном давлении, ссылаясь на 'запас прочности'. Настоятельно рекомендую присутствовать при испытаниях или требовать видеофиксации — как делает, судя по описанию, JN Special Alloy Technology в своих отчетах.
Микроструктурный анализ — то, что многие игнорируют, а зря. Как-то обнаружил сигма-фазу в трубах после неправильной термообработки — хорошо, что проверили до монтажа. Сейчас это обязательный пункт в наших техзаданиях.
Практические советы по выбору производителя
Первое — всегда запрашивайте реальные примеры выполненных проектов. Один производитель мне прислал фото труб на каком-то складе, а другой — конкретные кейсы с химзавода в Татарстане. Разница очевидна.
Второе — обращайте внимание на упаковку. Казалось бы, мелочь, но если трубы приходят с царапинами от неправильной перевязки — это говорит о культуре производства. У JN Special Alloy Technology, кстати, в описании есть пункт про индивидуальную упаковку — неплохой признак.
И третье — не стесняйтесь задавать вопросы технологам, а не менеджерам. Когда спрашиваешь про нюансы термообработки или контроль содержания ферритной фазы, сразу видно, кто действительно разбирается в процессе.
В итоге, производитель по ASTM A790 — это не просто тот, у кого есть сертификат. Это партнер, который понимает, где и как будет работать его продукция. Мелочи вроде контроля шероховатости внутренней поверхности или грамотной маркировки часто важнее громких заявлений о 'мировых стандартах'. Как показывает практика, именно внимание к таким деталям отличает надежного поставщика вроде JN Special Alloy Technology от тех, кто работает по принципу 'либы бы сдать и забыть'.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Прутки из нержавеющей стали 347H
Прутки из нержавеющей стали 347H -
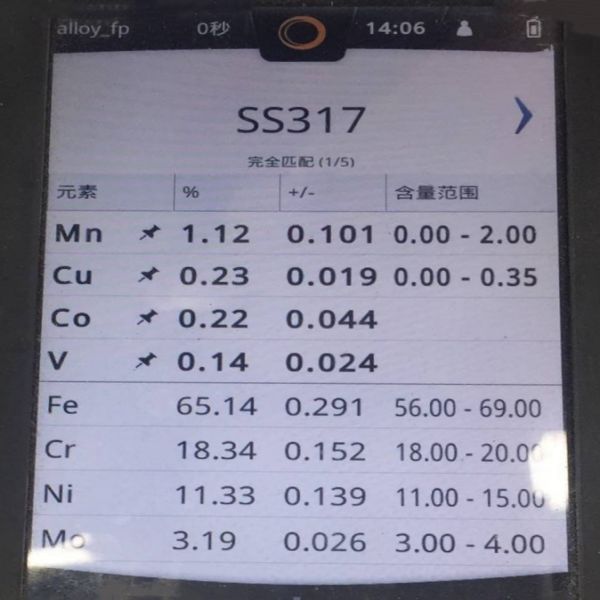 Нержавеющая сталь 317
Нержавеющая сталь 317 -
 Прутки из инколой 800
Прутки из инколой 800 -
 Прутки из супердуплексная стали S32750
Прутки из супердуплексная стали S32750 -
 Пластина из инконеля 625
Пластина из инконеля 625 -
 Прутки из инконеля 600
Прутки из инконеля 600 -
 Инконель 601
Инконель 601 -
 Фитинги BW из инконеля 600
Фитинги BW из инконеля 600 -
 Прутки из хастеллоя C2000
Прутки из хастеллоя C2000 -
 Фитинги BW из нержавеющей стали 310S
Фитинги BW из нержавеющей стали 310S -
 Фланец из хастеллоя C22
Фланец из хастеллоя C22 -
 Инколой 800
Инколой 800
Связанный поиск
Связанный поиск- 321 Фланец из нержавеющей стали
- Китай Стальная труба продукт
- Пластины A240 Производитель
- 317 Круглый стержень из нержавеющей стали
- плиты 904L Производитель
- Китай Бесшовная труба из нержавеющей стали Поставщики
- 304 Нержавеющая сталь
- Круглый стержень из хастеллойной стали
- Круглый стержень из инколоя 800HT
- плиты A240 заводы









