Фитинги для сварки враструб — это метод соединения трубопроводных систем малого диаметра высокого давления. В фитингах с раструбной сваркой труба вставляется в углублённое гнездо фитинга, фланца, клапана или другого компонента, оставляя зазор обычно 1/16 дюйма (1,5 мм) перед кольцевой сваркой угловым швом по внешней поверхности соединения.
В этой статье рассматриваются основы, принцип работы, типы, области применения и монтаж, предоставляя специалистам необходимые знания, основанные на наших последних знаниях в области материалов.

Фитинг для сварки враструб — это трубное соединение, используемое преимущественно для труб номинальным диаметром (NPS) 2 дюйма и менее, где конец трубы вставляется в раструб ответной детали. Внутренний бурт раструба обеспечивает центрирование и поддержку трубы, а внешний угловой шов, нанесенный по окружности, создает основное структурное и герметичное соединение.
Соответствующие таким стандартам, как ASME B16.11 и ASME B31.3, соединения с раструбной сваркой характеризуются компактным профилем, высокой прочностью при внутреннем давлении и вибрации, а также пригодностью для эксплуатации под высоким давлением, что делает их необходимым выбором в критически важных отраслях промышленности, таких как нефтегазовая, химическая переработка, энергетика и гидравлические системы, где герметичность имеет первостепенное значение.
Фитинг для сварки враструб работает следующим образом: после обрезки, удаления заусенцев и очистки конца трубы он полностью вставляется в раструб фитинга или компонента до упора в внутренний буртик. Затем труба осторожно выдвигается примерно на 1/16 дюйма (0,6 мм) для создания зазора для расширения — этот критически важный этап необходим для обеспечения теплового расширения во время сварки и предотвращает возможное растрескивание корня шва из-за возникающих при охлаждении напряжений.
Затем по всей окружности выступающей из раструба трубы тщательно выполняется угловой шов, сваривая наружную поверхность трубы с выступающим «буртиком» или «ступицей» раструба. Этот шов проваривает как материал фитинга, так и стенку трубы, создавая прочное, герметичное соединение, способное выдерживать значительное давление, механические нагрузки и вибрацию. Современные технологии включают точный контроль зазора, подвод тепла и очистку для обеспечения бездефектных, высокопрочных сварных швов, что особенно важно для коррозионно-стойких сплавов.

Система фитингов для сварки враструб включает стандартизированные компоненты для бесшовной интеграции.
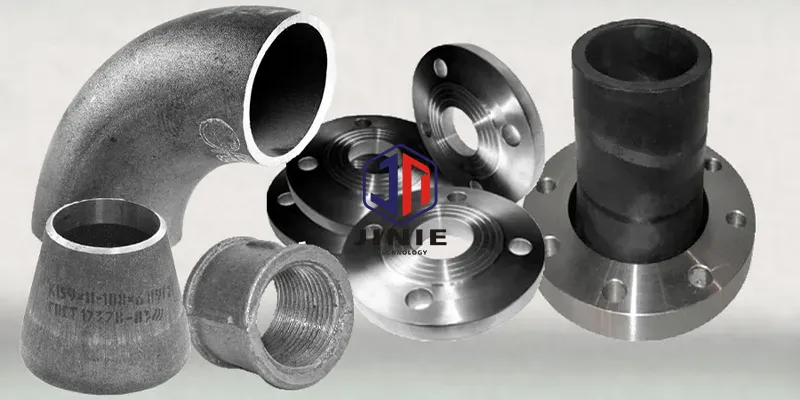
Фланцы с раструбной сваркой: соединяют трубы с оборудованием или другими фланцами, имея раструб для вставки трубы и выступ для болтового соединения.
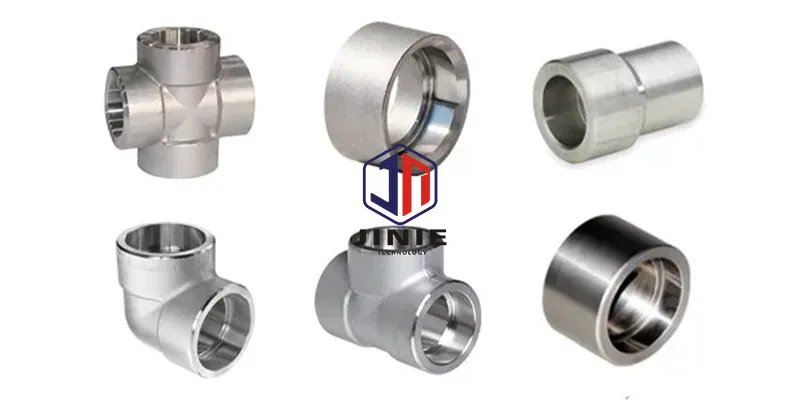
Фитинги для сварки враструб: эта категория включает отводы (90° и 45°), тройники (равнопроходные или редукционные), муфты (полные, полукруглые), штуцеры, заглушки и переходы (концентрические, эксцентрические). Все они оснащены встроенными раструбами для непосредственной сварки труб.
Муфты с раструбной сваркой: соединяют две трубы встык одним фитингом.
Тройники с раструбной сваркой: позволяют соединять разветвления с раструбами на всех трёх концах.
Трубы с раструбной сваркой: это концы труб, специально подготовленные для вставки в компоненты с раструбной сваркой.
Муфты с раструбной сваркой: обеспечивают разъемное соединение в системе с раструбной сваркой.
Клапаны с раструбной сваркой: задвижки, запорные, обратные и шаровые краны с раструбными соединениями для непосредственного монтажа в трубопровод.
Отводы с раструбной сваркой: изменяют направление потока (90° или 45°).
Крышки с раструбной сваркой: герметизируют конец трубопровода.
Редукторы с раструбной сваркой: соединяют трубы разных диаметров: концентрический переходник для вертикальных трубопроводов, эксцентрический переходник для горизонтальных трубопроводов для предотвращения образования воздушных карманов.
Классификация по типу материала:
Раструбные соединения изготавливаются из различных материалов:
Нержавеющая сталь: марки 304/304L, 316/316L, 317L, 321, 347 для превосходной коррозионной стойкости, прочности и гигиеничности. Супердуплексная сталь UNS S32750 и высоколегированная сталь марки 904L все чаще используются для морской воды, сред с высоким содержанием хлоридов и кислот.
Никелевые сплавы: монель 400/K-500, инконель 600/625 и хастеллой B2/B3/C276/C22 для исключительной коррозионной стойкости и высоких температур.
Углеродистая сталь: ASTM A105 для высокой прочности/температуры, A350 LF2 для низких температур. Часто используется в паровой, нефтяной и газовой промышленности. Требуется защита от коррозии.
Легированная сталь: ASTM A182 F11, F22 для высокотемпературного пара высокого давления.

Преимущества:
Полное центрирование и поддержка заплечика раструба, что упрощает сборку и обеспечивает герметичность при высоком давлении и вибрации благодаря прочному угловому шву;
Компактная конструкция, требующая меньшего радиального пространства, чем стыковые сварные соединения или фланцы;
Относительно более простая технология сварки по сравнению с прецизионной стыковой сваркой, особенно для труб малого диаметра и в ограниченном пространстве;
Пригодность для неразъемных высоконадежных соединений;
Более низкие затраты на изготовление трубопроводов малого диаметра по сравнению с фланцевыми системами благодаря сокращению расхода материалов и трудозатрат.
Недостатки:
Обязательный зазор 1/16 дюйма (0,6 мм), который может удерживать коррозионные жидкости или твердые частицы, что приводит к щелевой коррозии при отсутствии эффективной продувки;
Сложность проведения неразрушающего контроля (НК), например, рентгенографии, на корне внутреннего шва; непригодность для труб большего диаметра (обычно ограниченного NPS 2 дюйма);
Вероятность возникновения турбулентности или сужения на внутреннем уступе по сравнению с гладкостенными стыковыми швами;
Постоянство сварного шва затрудняет его модификацию или осмотр;
Существует риск растрескивания сварного шва, если зазор для теплового расширения отсутствует или недостаточен.
Добыча/переработка нефти и газа: линии КИП высокого давления, точки закачки химикатов, линии отбора проб, технологические соединения малого диаметра на сосудах и насосах, а также системы управления устьем скважин.
Химическая и нефтехимическая переработка: линии передачи коррозионных жидкостей (из сплавов нержавеющей стали и никеля), соединения для инженерных сетей, линии подачи питания в реакторы, линии катализатора высокого давления.
Энергетика: системы питательной воды котлов, линии отбора проб пара, система сжатого воздуха КИП, системы смазочного масла турбин и системы гидравлического управления высокого давления.
Фармацевтическая и пищевая промышленность: чистые инженерные линии (WFI, CIP, SIP), где риск щелевой коррозии контролируется за счет конструкции/продувки.
Морские и морские сооружения: гидравлические системы, топливопроводы, линии охлаждения морской водой и системы пожаротушения.
Сжатый воздух и газ: линии воздуха высокого давления, газораспределение. Распространенность этих систем обусловлена их надежностью при работе в условиях высоких давлений, температур и критических сред, где отказ невозможен.
Преимущества фитингов для сварки враструб: более простая сборка и монтаж, более быстрая сварка, требуется меньше навыков для обеспечения приемлемого качества на трубах малых размеров, более компактные, NPS 2″ и меньше часто имеют более низкую стоимость.
Преимущества стыковой сварки: гладкий, сплошной канал, исключающий щели и минимизирующий турбулентность/эрозию; позволяет проводить полную рентгенографию для обеспечения высочайшего качества; как правило, более прочный при изгибающих нагрузках благодаря полному проплавлению; изначально исключает риск щелевой коррозии; подходит для труб всех размеров и толщин стенок.
Используйте SW для высоконапорных труб малого диаметра, где можно снизить вероятность щелевой коррозии, а пространство ограничено. Выбирайте BW для труб больших размеров, критически важных процессов, требующих полного неразрушающего контроля, и процессов, подверженных щелевой коррозии или эрозии.

Строго следуйте этим инструкциям:
1) Подготовка: Отрежьте трубу под прямым углом труборезом или пилой и удалите все заусенцы внутри и снаружи. Тщательно очистите конец трубы и внутреннюю поверхность раструба от масла, смазки, грязи и окислов. Убедитесь, что ваши компоненты соответствуют марке материала и номиналу давления.
2) Установка и регулировка зазора: Полностью вставьте трубу в раструб до соприкосновения с внутренним буртиком. Вытяните трубу ровно на 1,5 мм (1/16 дюйма), чтобы определить зазор для теплового расширения. Используйте щуп для измерения зазора, если он есть. При необходимости выполните временную прихватку для обеспечения соосности и зазора.
3) Выравнивание: Перед окончательной сваркой убедитесь в правильной соосности всего прохода. Несоосность приводит к возникновению напряжений.
4) Сварка: Для сплавов нержавеющей стали и никеля используйте подходящий присадочный материал; при необходимости обеспечьте подварку инертным газом. Выполните равномерную угловую сварку по всей окружности. Контролируйте подачу тепла, чтобы предотвратить чрезмерную деформацию или сенсибилизацию.
5) Очистка и осмотр: Удалите весь сварочный шлак, брызги и побежалость, особенно с нержавеющей стали — используйте травильную пасту или механическую очистку щеткой с инструментом для нержавеющей стали. Визуально проверьте полноту сплавления, отсутствие трещин, пористости и правильность профиля шва. Выполните установленные требования по неразрушающему контролю (КТ/МНК — обычно для SW, РТ — сложно).
В: Можно ли повторно использовать фитинги с раструбной сваркой?
О: Категорически запрещается повторное использование. Демонтаж трубы с раструбной сваркой обычно требует вырезания или шлифовки сварного шва, что приводит к повреждению заплечика раструба фитинга и потенциальному изменению его размеров/металлургии. Повторное использование фитинга ухудшает соосность, контроль зазоров и целостность сварного шва, увеличивая риск утечек или выхода из строя. Всегда используйте новые фитинги для надежного монтажа в соответствии с нормами.
В: Можно ли сваривать трубы природного газа в раструбную сварку?
О: Да, но с важными оговорками. Сварка враструб разрешена для трубопроводов природного газа такими нормами, как NFPA 54 и Международный кодекс по топливному газу (IFGC), в первую очередь для труб размером NPS 2 дюйма и менее и рабочего давления в пределах номинальных значений фитинга. Крайне важно, чтобы монтаж был строго соблюден в соответствии с требованиями норм к зазору 1/16 дюйма, квалифицированным методам сварки, контролю и пригодности материалов.
В: Можно ли приварить раструб?
О: Фитинги для сварки враструб (фланцы, фитинги, клапаны) предназначены для сварки. Труба приваривается к раструбу этих компонентов, используя описанную процедуру углового шва.
В: Можно ли приварить раструб к болту?
О: Это крайне редкое явление и, как правило, не рекомендуется. Раструбы предназначены для соединения труб. Болты — это резьбовые крепежные изделия. Приварка раструба непосредственно к головке или стержню болта, скорее всего, приведет к разрушению болта, повреждению раструба и созданию ненадежного соединения. Если требуется болтовое соединение с трубопроводом, используйте стандартный фланец с раструбной сваркой, прикрученный болтами к ответному фланцу.
Фитинги для сварки враструб продолжают оставаться незаменимым методом создания прочных и герметичных соединений в трубопроводных системах малого диаметра высокого давления в требовательных отраслях промышленности. Понимание принципов сварки имеет основополагающее значение для проектирования и монтажа надежных систем. Будучи ведущим производителем, специализирующимся на высокопроизводительных компонентах для раструбной сварки из нержавеющей стали и никелевых сплавов, JN предлагает вам экспертные знания в области материалов и прецизионное производство для удовлетворения ваших требований к соединениям.

0086 193 3990 0211


No.289, Рынок нержавеющей стали, район Синьву, Уси, Китай







