MSS SP 97 велдолетов — это фитинг для стыковой сварки, предназначенный для соединения отводов трубопроводов. Он обычно применяется в системах трубопроводов высокого давления, высоких температур, большого диаметра и с толстыми стенками. Корпус фитинга обычно изготавливается из материала, соответствующего материалу основной трубы, включая углеродистую, легированную и нержавеющую сталь.

Сердечник усиливает отверстие основной трубы за счет седловидного соединения и усиленных участков, эффективно снижая концентрацию напряжений и повышая общую надежность и безопасность трубопроводной системы.
MSS SP 97 регламентирует требования к конструкции, размерам, испытаниям и прочности материалов для отводов труб, обычно называемых «колесами».
Основой этого стандарта является определение геометрии трубы, обеспечивающей встроенное армирование. Это означает, что фитинг изначально обеспечивает необходимое армирование поперечного сечения, требуемое такими нормами, как ASME B31.3, эффективно снижая зоны концентрации напряжений. Такая конструкция позволяет инженерам, проектирующим трубопроводные системы высокого давления или высоких температур, избегать длительных и сложных расчетов площади армирования и использовать фитинги, соответствующие стандарту.

MSS SP 97 охватывает три типа фитингов (приварные встык, приварные враструб и резьбовые). Фитинги под сварку встык (раструбы) классифицируются по сортаменту труб (STD, XS, SCH 160), а фитинги под сварку встык/резьбовые фитинги (раструбы/резьбовые фитинги) классифицируются по классу давления (3000#, 6000#).
Стандарт MSS SP 97 распространяется на фитинги с отводами под углом 90° и 45°, включая сварные встык, бобышки и резьбовые. Бобышки под сварку встык разработаны специально для стыковых соединений и, как правило, имеют скошенный конец, что делает их пригодными для стыковой сварки магистральных трубопроводов и ответвлений.
Велдолетов в основном используется для соединения отводов трубопроводов, заменяя традиционные редукционные тройники. Его конструкция состоит из основного трубного соединения, усиленной секции и ответвления, что повышает безопасность и надежность трубопроводов при высоком давлении, высокой температуре и частых нагрузках.
Велдолето приваривается к основному трубопроводу, а соединения с отводами или клапанами производятся стыковой сваркой, сваркой враструб или резьбовыми соединениями.

Изготовленные в строгом соответствии со стандартами MSS SP97, велдолет обладает следующими основными преимуществами: снижение давления за счет оптимизации потока жидкости, упрощение монтажа, снижение общей стоимости и широкий выбор типоразмеров. Поэтому велдолет широко применяется в нефтяной, энергетической и атомной промышленности, особенно там, где большой диаметр основного трубопровода или требуются высокопрочные ответвления.
Чтобы точно понять и измерить Велдолетов, необходимо сначала освоить следующие ключевые размерные параметры.
Основные размеры, используемые в таблице размеров велдолетов MSS SP 97, определены следующим образом:
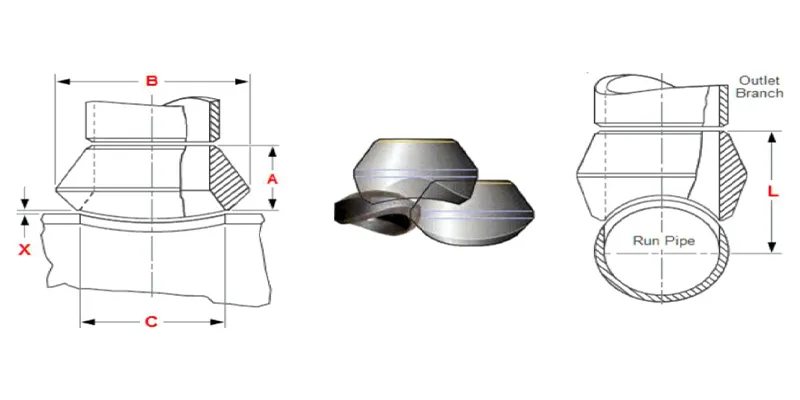
Размер A (Высота): Это высота фитинга, измеренная от нижней точки, где он соприкасается с основной трубой, до центра отвода. Это основной справочный размер для расчета общей длины трубы (L).
Размер B (Ширина дна/Внешний диаметр): Это наружная ширина или диаметр фитинга в месте соприкосновения дна с профилем основной трубы. Этот размер должен точно соответствовать наружному диаметру (OD) основной трубы для обеспечения плотного прилегания.
Размер C (Наружный диаметр отвода): Это наружный диаметр сварного конца ответвления. Этот размер, как правило, тесно связан с требуемым диаметром отверстия для установки на основной трубе. Например, для стандартного сварного соединения враструб NPS 4 размер C составляет приблизительно 4 3/4 дюйма (120,65 мм).
Размер D (внутренний диаметр выходного отверстия/проходной диаметр): Это внутренний диаметр выходного соединения. В раструбах того же размера этот размер должен соответствовать номинальному внутреннему диаметру подсоединяемого отвода. Размер L (общая монтажная длина/длина от торца до стыка): Это расчётная общая монтажная длина, обычно указываемая на чертежах. Она рассчитывается по следующей формуле: L = A + (наружный диаметр основной трубы/2) + зазор между свариваемыми кромками.
Таблица размеров велдолетов MSS SP 97 Sch 40
| NPS | А (дюйм) (мм) | B (дюйм) (мм) | C (дюйм) (мм) | Вес (фунт) (килограмм) |
| 1/2 | 3/4 [19.05] | 1 3/8 [34.93] | 15/16 [23.81] | 0.15 |
| 3/4 | 7/8 [22.23] | 1 5/8 [41.28] | 1 3/16 [30.16] | 0.25 |
| 1 | 1 1/16 [26.99] | 2 1/8 [53.98] | 1 7/16 [36.51] | 0.40 |
| 2 | 1 1/2 [38.10] | 3 1/2 [88.90] | 2 9/16 [65.09] | 1.50 |
| 4 | 2 [50.80] | 6 [152.40] | 4 3/4 [120.65] | 6.70 |
| 8 | 2 3/4 [69.85] | 10 3/8 [263.53] | 8 11/16 [220.66] | 14.00 |
| 14 | 3 1/2 [88.90] | 16 1/8 [409.58] | 14 1/16 [357.19] | 31.75 |
Таблица размеров велдолетов MSS SP 97 Sch 160
| Размер выходного отверстия (дюйм) | А (дюйм) | B (дюйм) | C (дюйм) | Вес (фунт) |
| 1/2 | 1 1/8 | 1 3/8 | 9/16 | 0.25 |
| 3/4 | 1 1/4 | 1 3/4 | 3/4 | 0.70 |
| 1 | 1 1/2 | 2 | 1 | 0.85 |
| 1 1/2 | 1 5/8 | 2 3/4 | 1 5/16 | 1.60 |
| 2 | 1 7/8 | 3 1/4 | 1 5/8 | 2.80 |
| Патрубок NPS | Вес (кг) | Патрубок NPS | Вес (кг) |
| 1/2 | 0.068 | 5 | 3.85 |
| 3/4 | 0.113 | 6 | 6.35 |
| 1 | 0.181 | 8 | 12.70 |
| 1 1/4 | 0.317 | 10 | 17.69 |
| 1 1/2 | 0.362 | 12 | 29.48 |
| 2 | 0.680 | 16 | 41.73 |
| 2 1/2 | 1.02 | 20 | 79.37 |
| 3 | 1.70 | 24 | 127.0 |

Перед началом установки тщательно проверьте все материалы, чтобы убедиться, что материал, размеры, толщина стенки и характеристики фитинга Weldolet, основной трубы и отводов соответствуют чертежам и техническим условиям на сварку. Очистите все сварные швы от любых загрязнений, таких как масло, ржавчина, окалина и покрытия. Отполируйте канавку Велдолетов и поверхность основной трубы до яркого металлического цвета для обеспечения качества сварки.
Согласно чертежам, точно разметьте место установки Велдолетов и осевую линию на основной трубе. Нижняя поверхность седловой части Weldolet должна совпадать с наружной стенкой основной трубы, а осевая линия выхода должна быть перпендикулярна осевой линии основной трубы. Используя подходящий инструмент, прорежьте соединительное отверстие в основной трубе в отмеченном месте, соответствующее внутреннему диаметру Велдолетов. После резки тщательно отшлифуйте края отверстия, чтобы удалить заусенцы и шлак, обеспечив плавный проход. Убедитесь, что профиль отверстия соответствует требованиям спецификации.
Установите бобышку на отверстие основной трубы, убедившись, что контур её основания точно соответствует наружной стенке основной трубы. Используйте специальные инструменты (например, прокладки), чтобы создать необходимый сварочный зазор между основанием бобышки и основной трубой. Убедившись в осевой ориентации и вертикальности бобышки, выполните несколько симметричных точечных сварных швов, чтобы временно закрепить её на основной трубе и предотвратить смещение или деформацию во время сварки.
Для некоторых высокопрочных сталей или толстостенных труб, а также при сварке при низких температурах, основная труба и бобышка в зоне сварки должны быть предварительно нагреты в соответствии с требованиями к сварке. Температура предварительного подогрева должна точно контролироваться с помощью термодатчика или термопары и поддерживаться в диапазоне температур, указанном в технологической карте сварки (WPS), для замедления охлаждения и снижения риска образования холодных трещин.
Сначала выполняется корневой проход, затем заполняющий и облицовочный проходы для достижения требуемой толщины и прочности шва. В процессе сварки следует использовать симметричную сегментную сварку и сварку с пропусками, а также строго контролировать температуру между проходами. Сварные швы между бобышкой и основной трубой должны быть Велдолетов угловыми или с разделкой кромок по всей окружности.
После сварки сварной шов и прилегающие к нему участки должны быть тщательно очищены от шлака, брызг металла и оксидов. После охлаждения сварного шва до комнатной температуры или температуры, указанной в технологической карте сварки (WPS), следует выполнить послесварочную термообработку в соответствии с требованиями спецификации. После этого сварной шов должен пройти неразрушающий контроль для подтверждения отсутствия внутренних и поверхностных дефектов.
После проверки сварных швов между бобышкой и основной трубой, отвод должен быть подсоединен к выходу бобышки. Вся трубопроводная система должна пройти гидростатическое или пневматическое испытание давлением в соответствии с расчетным давлением и требованиями спецификации для проверки герметичности и структурной целостности зоны соединения бобышки и всей системы. Только после успешного прохождения испытания она может быть введена в эксплуатацию.

0086 193 3990 0211


No.289, Рынок нержавеющей стали, район Синьву, Уси, Китай







