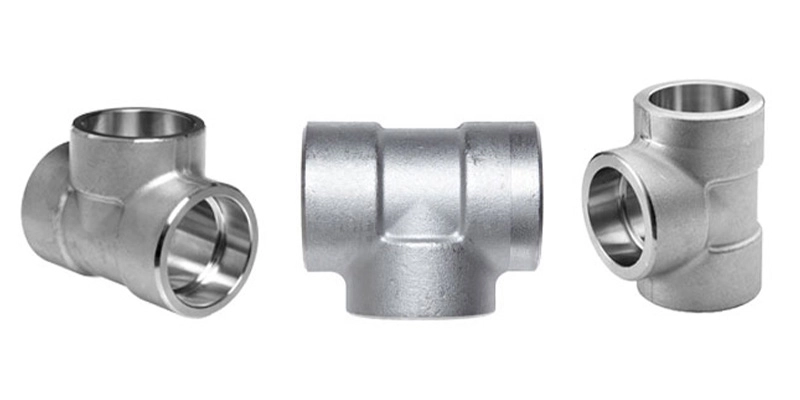
Тройник с pаструбной cваркой изготавливаются методом ковки и механической обработки. Метод соединения заключается в вставке конца трубы в утопленный раструб фитинга с последующим выполнением углового шва по периметру соединения трубы с фитингом. Эта конструкция и дала название: «раструб» означает утопленную полость, в которую помещается труба, «сварной шов» – способ соединения, а «тройник» – Т-образную форму, позволяющую создавать разветвления трубопровода.
Тройники с раструбной сваркой производятся по стандарту ASME B16.11; эти фитинги изготавливаются из материалов, соответствующих спецификациям ASTM, таким как A182, A350 и A105. В данной статье представлено подробное описание тройников с раструбной сваркой, включая их определение, применяемые стандарты на материалы и производство, производственные процессы, распространённые типы, преимущества, правильный монтаж и выбор.
Тройник с раструбной сваркой — это тип трубопроводной арматуры с Т-образным корпусом для создания ответвления от основного трубопровода под углом 90°. Он имеет три конца, каждый из которых заканчивается раструбом. Концы труб вставляются в эти раструбы, оставляя определенный зазор между концом трубы и дном раструба. Затем выполняется непрерывная угловая сварка по окружности конца трубы в месте соединения конца трубы с внешним краем раструба, чтобы приварить конец трубы к корпусу фитинга.
Размеры Тройник с Раструбной Сваркой соответствуют стандарту ASME B16.11, который определяет номинальные давления и размеры раструбов. Они преимущественно используются в трубопроводных системах малого диаметра (обычно от NPS 1/2″ до NPS 4″) в отраслях, где требуются прочные, герметичные соединения в условиях высокого давления, вибрации или перепадов температур, таких как нефтегазовая промышленность, химическая переработка, энергетика и судостроение. Тройник с тремя раструбами обеспечивает превосходные характеристики потока с минимальной турбулентностью в месте соединения ответвлений.
Размеры, номинальные значения давления и температуры, маркировка и требования к испытаниям раструбных тройников в первую очередь регламентируются стандартом ASME B16.11 — Кованые фитинги, сварные враструб и резьбовые. Выбор материала регулируется соответствующими спецификациями ASTM, что гарантирует соответствие химического состава, механических свойств и термической обработки строгим требованиям.
Производители Тройник с Раструбной Сваркой также обязаны соблюдать системы менеджмента качества, такие как ISO 9001, и часто требуют сертификации конкретных материалов.
Выбор материала: Выбирайте сертифицированное сырье, соответствующее стандартам ASTM и имеющее проверенные химические и физические свойства.
Ковка: Основной процесс производства — горячая ковка. Материал нагревается до необходимой температуры ковки и штампуется/штампуется в Т-образную форму.
Термическая обработка: После ковки фитинги проходят термическую обработку (например, отжиг, нормализацию и отпуск, а также отжиг на твердый раствор для нержавеющих/никелевых сплавов) для достижения требуемых механических свойств.
Механическая обработка: Кованая заготовка подвергается прецизионной обработке на токарных станках с ЧПУ и обрабатывающих центрах. Это включает в себя:
Обработка поверхности: Тройники с тремя штоками могут подвергаться таким процессам, как травление и пассивация, для удаления окалины и восстановления пассивного коррозионно-стойкого оксидного слоя. Для углеродистой стали может использоваться дробеструйная обработка.
Контроль качества и испытания: На всех этапах производства проводится строгий контроль: проверка размеров, визуальный осмотр, проверка материала, испытания на твёрдость и, зачастую, гидростатические испытания в соответствии с требованиями ASME B16.11. Качество поверхности и отсутствие дефектов имеют решающее значение.
Маркировка и упаковка: Тройники с тремя штоками маркируются в соответствии с ASME B16.11 (идентификатор производителя, марка материала, размер, спецификация/класс, номер плавки). Затем они тщательно упаковываются для предотвращения повреждений при транспортировке.

Тройник с pаструбной сваркой классифицируются в основном по форме отверстия и номинальному давлению:
Равнопроходной/прямой тройник: наиболее распространённый тип. Все три отверстия имеют одинаковый номинальный размер трубы (NPS). Его также называют «тройником с раструбом».
Редуктивный тройник: ответвление имеет меньший размер, чем два ответвления. При проектировании сначала указывается размер прохода, а затем размер отвода (например, переходной тройник SW 2″ x 1″ x 2″).
Класс давления, определяемый по ASME B16.11:
Примечание: толщина стенки и габаритные размеры значительно увеличиваются с повышением класса.
Высокая прочность: кованая конструкция обеспечивает сверхвысокую механическую прочность по сравнению с литыми фитингами или сварными соединениями встык.
Отличная герметичность: сочетание раструбного заплечика, действующего как встроенное кольцевое уплотнение, и углового шва с полным проваром создает высоконадежное герметичное соединение, особенно в условиях вибрации и циклических перепадов температур.
Хорошая усталостная прочность: внутренняя прочность и качество сварного соединения обеспечивают хорошую стойкость к усталостному разрушению.
Выравнивание отверстий и плавный поток: Раструбная сварка облегчает начальное выравнивание труб по сравнению со стыковой сваркой, минимизируя внутреннюю несоосность. Механически обработанное отверстие обеспечивает плавный переход потока, снижая турбулентность.
Экономия пространства: Компактная конструкция занимает меньше радиального пространства, чем фланцевые соединения или более крупные фитинги под стыковую сварку, что выгодно в ограниченном пространстве.
Простота монтажа: Несмотря на то, что сварка враструб требует квалифицированных сварщиков, она, как правило, требует менее точной подготовки кромок, чем стыковая сварка, и может быть выполнена быстрее для небольших размеров, позволяя избежать использования сложных выравнивающих зажимов.

Подготовка: Убедитесь, что трубы обрезаны под прямым углом, очищены от заусенцев снаружи и внутри, а также тщательно очищены. Проверьте совместимость материалов фитинга и трубы.
Вставка и установка зазора: Вставьте трубу в раструб до упора. Затем оттяните трубу примерно на 1,6 мм (или 1/16 дюйма), чтобы создать необходимый температурный зазор. Этот зазор критически важен для предотвращения упора трубы во время сварки и образования трещин от напряжения в корне шва.
Сварка: Выполняйте угловой шов в соответствии с аттестованными процедурами сварки (WPS). Как правило, это включает в себя:
Инспекция: Визуально проверьте целостность сварного шва, отсутствие трещин, пористости и подрезов. Для ответственных соединений часто рекомендуется проводить капиллярную дефектоскопию.
Послесварочная обработка: Для аустенитных нержавеющих сталей и никелевых сплавов рекомендуется послесварочная очистка зоны термического влияния (ЗТВ) для восстановления максимальной коррозионной стойкости, если изменение цвета значительно.

Компания JN специализируется на прецизионном производстве высокопроизводительных тройников и фитингов с раструбной сваркой из нержавеющих сталей и никелевых сплавов. Наши основные материалы включают в себя стали 304/304L, 316/316L, 317L, 321, 347/347H, Duplex 2205 (F51/F60), Super Duplex 2507 (F53/F55), сплав 625, сплав 825, Hastelloy C276 и Monel 400/K500.
Тройник с Раструбной Сваркой, предлагаемые в основном в виде равнопроходных или переходных соединений различных классов давления, обладают такими преимуществами, как прочность, герметичность и компактность, что делает их незаменимыми в таких отраслях, как нефтегазовая, химическая и энергетическая промышленность. При выборе тройника под сварку враструб крайне важно учитывать условия эксплуатации, номинальные давления, совместимость материалов и наличие необходимых сертификатов.

0086 193 3990 0211


No.289, Рынок нержавеющей стали, район Синьву, Уси, Китай







